Kako se prave elektronske ploče. Štampane ploče kod kuće.
Štampana ploča je dielektrična ploča na čiju površinu se postavljaju provodne trake i pripremaju mjesta za montažu elektroničkih komponenti. Električne radio komponente se obično ugrađuju na ploču pomoću lemljenja.
PCB uređaj
Električno provodljive staze ploče su izrađene od folije. Debljina provodnika je u pravilu 18 ili 35 mikrona, rjeđe 70, 105, 140 mikrona. Ploča ima rupe i kontaktne jastučiće za montažu radio elemenata.
Za spajanje vodiča koji se nalaze na različitim stranama ploče koriste se odvojene rupe. Na vanjske strane ploče nanosi se poseban zaštitni premaz i oznake.
Faze izrade štampane ploče
U radioamaterskoj praksi često se mora baviti razvojem, stvaranjem i proizvodnjom raznih elektronskih uređaja. Štaviše, bilo koji uređaj može biti izgrađen na štampanoj ploči ili običnoj ploči sa površinskom montažom. PCB radi mnogo bolje, pouzdaniji je i izgleda privlačnije. Stvaranje uključuje izvođenje niza operacija:
Priprema izgleda;
Crtanje na tekstolitu;
Etching;
Tinning;
Ugradnja radio elemenata.

Proizvodnja štampanih ploča je složen, radno intenzivan i zanimljiv proces.
Izrada i izrada layout-a
Crtanje ploče može se napraviti ručno ili na računaru pomoću nekog od posebnih programa.
Najbolje je da tablu nacrtate ručno na papiru za snimanje u razmeri 1:1. Gramofonski papir je takođe prikladan. Instalirane elektronske komponente moraju biti prikazane u zrcalnoj slici. Tragovi na jednoj strani ploče su prikazani kao pune linije, a na drugoj strani kao isprekidane linije. Tačke označavaju mjesta na kojima su radio elementi pričvršćeni. Oko ovih mjesta su nacrtana područja lemljenja. Svi crteži se obično prave pomoću daske za crtanje. Obično se radi ručno jednostavni crteži, složeniji dizajn ploča se razvija na računaru u posebnim aplikacijama.
Najčešće se koristi jednostavan program Sprint Layout. Samo laserski štampač je pogodan za štampanje. Papir treba da bude sjajan. Glavna stvar je da toner ne ulazi u njega, već ostaje na vrhu. Štampač se mora podesiti tako da debljina tonera crteža bude maksimalna.
Industrijska proizvodnja štampanih ploča počinje ulazom shematski dijagram uređaj u sistem kompjuterski potpomognutog dizajna, koji kreira crtež buduće ploče.
Priprema radnog komada i bušenje rupa
Prije svega, potrebno je izrezati komad PCB-a zadanih dimenzija. Obrišite ivice. Pričvrstite crtež na ploču. Pripremite alat za bušenje. Izbušite direktno prema crtežu. Bušilica mora biti dobrog kvaliteta i odgovarati prečniku najmanje rupe. Ako je moguće, koristite mašinu za bušenje.

Nakon što ste napravili sve potrebne rupe, uklonite crtež i izbušite svaku rupu do navedenog promjera. Očistite površinu ploče finim brusnim papirom. Ovo je neophodno kako bi se eliminisale neravnine i poboljšalo prianjanje boje na ploču. Da biste uklonili tragove masti, tretirajte ploču alkoholom.
Crtanje na laminatu od fiberglasa
Crtež ploče se može primijeniti na PCB ručno ili korištenjem jedne od mnogih tehnologija. Tehnologija laserskog peglanja je najpopularnija.
Ručno crtanje počinje označavanjem montažnih područja oko rupa. Nanose se olovkom za crtanje ili šibicom. Rupe su spojene šinama u skladu sa crtežom. Bolje je crtati nitro bojom u kojoj je otopljen kolofonij. Ovo rješenje osigurava snažno prianjanje na ploču i dobru otpornost na visokotemperaturno jetkanje. Asfaltni bitumenski lak se može koristiti kao boja.
Proizvodnja štampanih ploča korišćenjem laserske tehnologije gvožđa daje dobre rezultate. Važno je da sve operacije izvodite ispravno i pažljivo. Odmašćena ploča mora biti postavljena na ravnu površinu sa bakrom okrenutom prema gore. Pažljivo postavite dizajn na vrh tako da toner bude okrenut prema dolje. Dodatno dodajte još nekoliko listova papira. Dobijenu strukturu peglajte vrućim gvožđem oko 30-40 sekundi. Kada je izložen temperaturi, toner treba da pređe iz čvrstog u viskozno stanje, ali ne u tečno. Pustite da se daska ohladi i stavite je u toplu vodu na nekoliko minuta.

Papir će postati mlohav i lako će se otkinuti. Trebali biste pažljivo ispitati rezultirajući crtež. Nedostatak odvojenih tragova ukazuje na to da je temperatura gvožđa nedovoljna; široki tragovi se dobijaju kada je pegla prevruća ili daska greje prekomerno dugo.
Male nedostatke možete ispraviti markerom, farbom ili lakom za nokte. Ako vam se radni komad ne sviđa, potrebno je sve isprati otapalom, očistiti brusnim papirom i ponoviti postupak.
Etching
U plastičnu posudu sa rastvorom stavlja se štampana ploča bez masti. Kod kuće, željezni klorid se obično koristi kao rješenje. Kupku sa njom treba povremeno ljuljati. Nakon 25-30 minuta, bakar će se potpuno otopiti. Jetkanje se može ubrzati upotrebom zagrijane otopine željeznog klorida. Na kraju procesa, štampana ploča se uklanja iz kade i temeljito ispere vodom. Zatim se boja uklanja sa provodnih staza.
Tinning
Postoji mnogo metoda kalajisanja. Imamo pripremljenu štampanu ploču. Kod kuće, u pravilu, nema posebnih uređaja i legura. Stoga koriste jednostavnu, pouzdanu metodu. Ploča je premazana fluksom i kalajisana lemilom sa običnim lemljenjem pomoću bakrenog opleta.
Ugradnja radio elemenata
U završnoj fazi, radio komponente se ubacuju jedna po jedna na mjesta namijenjena za njih i lemljuju. Prije lemljenja, noge dijelova moraju se tretirati fluksom i, ako je potrebno, skratiti.
Lemilo treba koristiti pažljivo: ako postoji višak topline, bakarna folija može početi da se ljušti i štampana ploča će se oštetiti. Uklonite ostatak kolofonija alkoholom ili acetonom. Gotova ploča se može lakirati.
Industrijski razvoj
Nemoguće je dizajnirati i proizvesti štampanu ploču za vrhunsku opremu kod kuće. Na primjer, štampana ploča pojačala za High-End opremu je višeslojna, bakreni provodnici su obloženi zlatom i paladijumom, provodne staze imaju različite debljine itd. Postizanje ovog nivoa tehnologije nije lako čak ni sa industrijsko preduzeće. Stoga je u nekim slučajevima preporučljivo kupiti gotovu visokokvalitetnu ploču ili naručiti rad prema vlastitoj shemi. Trenutno je proizvodnja štampanih ploča uspostavljena u mnogim domaćim preduzećima i inostranstvu.
Ova stranica je vodič za brzu i efikasnu proizvodnju visokokvalitetnih štampanih ploča (PCB), posebno za profesionalne rasporede proizvodnje PCB-a. Za razliku od većine drugih vodiča, naglasak je na kvaliteti, brzini i minimalnoj cijeni materijala.
Koristeći metode opisane na ovoj stranici, možete napraviti jednostranu i dvostranu ploču prilično dobrog kvaliteta, pogodnu za površinsku montažu s korakom od 40-50 elemenata po inču i otvorom od 0,5 mm.
Ovdje opisana tehnika je sažetak iskustva prikupljenog tokom 20 godina eksperimentiranja u ovoj oblasti. Ako se pridržavate ovdje opisane metodologije, svaki put ćete moći dobiti PP odličnog kvaliteta. Naravno, možete eksperimentirati, ali zapamtite da nepažljivi postupci mogu dovesti do značajnog smanjenja kvalitete.
Ovdje su predstavljene samo fotolitografske metode za formiranje topologije PCB-a - ostale metode, kao što su transfer, štampa na bakru, itd., koje nisu pogodne za brze i efektivna upotreba, ne uzimaju se u obzir.
Bušenje
Ako koristite FR-4 kao osnovni materijal, tada će vam trebati burgije obložene volfram karbidom; burgije od brzoreznih čelika se vrlo brzo troše, iako se čelik može koristiti za bušenje pojedinačnih rupa velikog promjera (više od 2 mm ), jer burgije presvučene volframovim karbidom ovog prečnika su preskupe. Prilikom bušenja rupa prečnika manjeg od 1 mm, bolje je koristiti vertikalnu mašinu, inače će se vaše burgije brzo slomiti. Pokret odozgo prema dolje je najoptimalniji sa stanovišta opterećenja alata. Svrdla od tvrdog metala se izrađuju sa krutim drškom (tj. svrdlo tačno odgovara prečniku rupe) ili sa debelim (ponekad zvanim "turbo") drškom, koji ima standardnu veličinu (obično 3,5 mm).
Prilikom bušenja burgijama obloženim karbidom važno je čvrsto osigurati PP, jer Bušilica može izvući fragment daske kada se kreće prema gore.

Bušilice malih promjera obično se ubacuju ili u steznu steznu čahuru razne veličine, ili u steznoj stezi s tri čeljusti - ponekad je stezna glava s 3 čeljusti najbolja opcija. Međutim, ovo pričvršćivanje nije prikladno za precizno pričvršćivanje, a mala veličina svrdla (manje od 1 mm) brzo stvara žljebove u stezaljkama, osiguravajući dobro pričvršćivanje. Stoga je za bušilice promjera manjeg od 1 mm bolje koristiti steznu steznu steznu čahuru. Da biste bili sigurni, kupite dodatni set koji sadrži rezervne stezne čahure za svaku veličinu. Neke jeftine bušilice su napravljene od plastičnih steznih čaura - bacite ih i kupite metalne.
Da bi se postigla prihvatljiva tačnost, potrebno je pravilno organizirati radno mjesto, odnosno, prvo, osigurati osvjetljenje ploče prilikom bušenja. Da biste to učinili, možete koristiti halogenu lampu od 12 V (ili 9 V za smanjenje svjetline) i pričvrstiti je na stativ kako biste mogli odabrati poziciju (osvijetliti desnu stranu). Drugo, podignite radnu površinu oko 6" iznad visine stola, radi bolje vizuelne kontrole procesa. Bilo bi dobro da uklonite prašinu (možete koristiti običan usisivač), ali to nije neophodno - slučajno Zatvaranje strujnog kruga česticom prašine je mit.Treba napomenuti da je prašina od fiberglasa koja nastaje tokom bušenja veoma zajeda i ako dođe u dodir sa kožom izaziva iritaciju. I konačno, pri radu, vrlo je zgodno koristiti nožni prekidač bušilice, posebno kada se često mijenjaju bušilice.
Tipične veličine rupa:
Preko rupa - 0,8 mm ili manje
· Integrisano kolo, otpornici, itd. - 0,8 mm.
· Velike diode (1N4001) - 1,0 mm;
· Kontaktni blokovi, trimeri - od 1,2 do 1,5 mm;
Pokušajte izbjeći rupe prečnika manjeg od 0,8 mm. Uvijek imajte najmanje dvije rezervne burgije od 0,8 mm kao... uvijek se pokvare tačno u trenutku kada morate hitno naručiti. Bušilice od 1 mm i veće su mnogo pouzdanije, iako bi bilo dobro imati rezervne za njih. Kada trebate napraviti dvije identične ploče, možete ih bušiti istovremeno kako biste uštedjeli vrijeme. U ovom slučaju, potrebno je vrlo pažljivo izbušiti rupe u sredini kontaktne ploče u blizini svakog ugla PCB-a, a za velike ploče - rupe koje se nalaze blizu centra. Dakle, položite ploče jednu na drugu i izbušite rupe od 0,8 mm u dva suprotna ugla, a zatim koristite igle kao klinove da učvrstite ploče jednu za drugu.
rezanje
Ako PP proizvodite u seriji, trebat će vam giljotinske škare za rezanje (koštaju oko 150 USD). Obične testere brzo postaju tupe, sa izuzetkom testera obloženih karbidom, a prašina od piljenja može izazvati iritaciju kože. Korištenje pile može slučajno oštetiti zaštitni film i uništiti provodnike na gotovoj ploči. Ako želite koristiti giljotinske makaze, budite vrlo oprezni pri rezanju daske, zapamtite da je oštrica vrlo oštra.

Ako trebate izrezati ploču duž složene konture, to se može učiniti bilo bušenjem mnogo malih rupa i lomljenjem PCB-a duž nastalih perforacija, ili korištenjem ubodne pile ili male pile za metal, ali budite spremni često mijenjati oštricu . U praksi, giljotinskim makazama možete napraviti koso rez, ali budite vrlo oprezni.
Kroz metalizaciju
Kada pravite dvostranu ploču, postoji problem kombinovanja elemenata na gornjoj strani ploče. Neke komponente (otpornik, površinska integrisana kola) je mnogo lakše zalemiti od drugih (npr. kondenzator sa pinovima), pa se nameće misao: napraviti površinsko povezivanje samo "lakih" komponenti. A za DIP komponente koristite pinove, a poželjno je koristiti model sa debelim pinom, a ne konektorom.

Podignite DIP komponentu malo iznad površine ploče i zalemite nekoliko pinova na strani lemljenja, praveći malu kapicu na kraju. Zatim trebate zalemiti potrebne komponente na gornju stranu uz ponovljeno zagrijavanje, a prilikom lemljenja pričekajte dok lem ne ispuni prostor oko igle (vidi sliku). Za ploče s vrlo gustim komponentama, raspored mora biti pažljivo osmišljen kako bi se olakšalo DIP lemljenje. Nakon što ste završili sa montažom ploče, potrebno je izvršiti dvosmjernu kontrolu kvaliteta instalacije.
Za prolazne rupe se koriste spojne igle za brzo montažu prečnika 0,8 mm (vidi sliku).
Ovo je najpovoljniji način električnog povezivanja. Potrebno je samo precizno umetnuti kraj uređaja u rupu do kraja, ponoviti sa ostalim rupama.Ako treba da uradite prorez, npr. za spajanje nepristupačnih elemenata, ili za DIP komponente (link pinove), trebat će vam "Copperset" sistem. Ova postavka je vrlo zgodna, ali skupa (350 USD). Koristi "pločaste šipke" (vidi sliku), koje se sastoje od šipke lemljenja s bakrenom čahlom obloženom izvana.Na rukavu su izrezani serifi u razmacima od 1,6 mm, što odgovara debljini ploče. Šipka se ubacuje u rupu pomoću posebnog aplikatora. Rupa se zatim probuši jezgrom, što uzrokuje da se metalizirana čaura iskrivi i također gura čahuru iz rupe. Jastučići su zalemljeni sa svake strane ploče kako bi se navlaka pričvrstila na jastučiće, a zatim se lem uklanja zajedno sa pletenicom.

Na sreću, ovaj sistem se može koristiti za postavljanje standardnih rupa od 0,8 mm bez kupovine kompletnog kompleta. Kao aplikator možete koristiti bilo koju automatsku olovku prečnika 0,8 mm, čiji model ima vrh sličan onom na slici, koji radi mnogo bolje od pravog aplikatora.Metalizacija rupica se mora obaviti prije ugradnje , dok je površina ploče potpuno ravna. Rupe se moraju izbušiti prečnika 0,85 mm, jer nakon metalizacije njihovi prečnici se smanjuju.

Imajte na umu da ako vaš program crta jastučiće iste veličine kao i veličina bušilice, rupe se mogu proširiti izvan njih, uzrokujući da ploča ne radi. U idealnom slučaju, kontaktna pločica se proteže izvan rupe za 0,5 mm.
Metalizacija rupa na bazi grafita

Druga opcija za dobijanje provodljivosti kroz rupe je metalizacija grafitom, nakon čega sledi galvansko taloženje bakra. Nakon bušenja, površina ploče se premazuje aerosolnom otopinom koja sadrži sitne čestice grafita, koja se zatim utiskuje u rupe s strugačem (strugačem ili lopaticom). Možete koristiti CRAMOLIN "GRAFIT" aerosol. Ovaj aerosol se široko koristi u galvanizaciji i drugim procesima galvanizacije, kao i u proizvodnji provodljivih premaza u radio elektronici. Ako je baza vrlo hlapljiva tvar, tada morate odmah protresti ploču u smjeru okomitom na ravninu ploče, tako da se višak paste ukloni iz rupa prije nego što podloga ispari. Višak grafita s površine uklanja se rastvaračem ili mehanički brušenjem. Treba napomenuti da veličina rezultirajuće rupe može biti 0,2 mm manja od originalnog promjera. Začepljene rupe se mogu očistiti iglom ili na drugi način. Osim aerosola, mogu se koristiti koloidne otopine grafita. Zatim se bakar nanosi na vodljive cilindrične površine rupa.
Proces galvanskog taloženja je dobro uspostavljen i opširno opisan u literaturi. Instalacija za ovu operaciju je posuda napunjena otopinom elektrolita (zasićena otopina Cu 2 SO 4 + 10% otopina H 2 SO 4), u koju se spuštaju bakarne elektrode i radni predmet. Između elektroda i obratka stvara se razlika potencijala, koja bi trebala osigurati gustoću struje ne veću od 3 ampera po kvadratnom decimetru površine obratka. Velika gustina struje omogućava postizanje visokih stopa taloženja bakra. Dakle, za nanošenje na radni komad debljine 1,5 mm potrebno je nanijeti do 25 mikrona bakra, pri ovoj gustoći ovaj proces traje nešto više od pola sata. Za intenziviranje procesa u otopinu elektrolita se mogu dodati različiti aditivi, a tekućina se može podvrgnuti mehaničkom miješanju, boroniranju itd. Ako se bakar neravnomjerno nanosi na površinu, obradak se može brusiti. Proces metalizacije grafita se obično koristi u subtraktivnoj tehnologiji, tj. prije nanošenja fotorezista.
Svaka pasta koja preostane prije nanošenja bakra smanjuje slobodni volumen rupe i daje rupi nepravilan oblik, što otežava daljnju ugradnju komponenti. Pouzdanija metoda uklanjanja zaostale provodljive paste je usisavanje ili puhanje sa viškom pritiska.
Formiranje fotomaske
Morate proizvesti pozitivan (tj. crni = bakar) prozirni film fotomaske. Nikada nećete napraviti stvarno dobar PP bez kvalitetne fotomaske, tako da ova operacija ima veliki značaj. Veoma je važno da dobijete jasan iizuzetno neproziranSlika topologije PCB-a.
Danas iu budućnosti fotomaska će se kreirati korišćenjem kompjuterskih programa porodice ili grafičkih paketa koji su pogodni za ovu svrhu. U ovom radu nećemo raspravljati o prednostima softver Recimo da možete koristiti bilo koji softver, ali je apsolutno neophodno da program odštampa rupe koje se nalaze u sredini jastučića, koje se koriste kao markeri tokom naknadnog bušenja. Gotovo je nemoguće ručno izbušiti rupe bez ovih smjernica. Ako želite da koristite CAD opće namjene ili grafičkih paketa, zatim u postavkama programa navedite kontaktne podloge ili kao objekt koji sadrži crno ispunjeno područje sa bijelim koncentričnim krugom manjeg promjera na svojoj površini, ili kao nepopunjeni krug, koji je prethodno zadao veću debljinu linije (tj. , crni prsten).
Nakon što smo odredili lokaciju jastučića i vrste linija, postavljamo preporučene minimalne dimenzije:
- prečnik bušenja - (1 mil = 1/1000 inča) 0,8 mm Možete napraviti PCB sa manjim prečnikom prolaznih rupa, ali će to biti mnogo teže.
- Jastučići za normalne komponente i DIL LCS: 65 mil okrugli ili kvadratni jastučići sa promjerom rupe 0,8 mm.
- širina linije - 12,5 mils, ako trebate, možete dobiti 10 mils.
- razmak između centara staza širine 12,5 mils je 25 mils (eventualno malo manji ako model štampača dozvoljava).
Potrebno je voditi računa o pravilnom dijagonalnom spoju tračnica na uglovima(rešetka - 25 mil, širina staze - 12,5 mil).
Fotomaska mora biti odštampana na takav način da kada je izložena, strana na koju se nanosi mastilo bude okrenuta prema površini PCB-a, kako bi se obezbedio minimalni razmak između slike i PCB-a. U praksi, to znači da gornja strana dvostrane PCB-a mora biti odštampana kao zrcalna slika.
Kvaliteta fotomaske u velikoj mjeri ovisi i o izlaznom uređaju i o materijalu fotomaske, kao i o faktorima o kojima ćemo raspravljati u nastavku.
Materijal fotomaske
Ne govorimo o korištenju fotomaske srednje prozirnosti - budući da će za ultraljubičasto zračenje biti dovoljna prozirna, to nije značajno, jer Za manje transparentan materijal, vrijeme ekspozicije se prilično povećava. Čitljivost linije, neprozirnost crnih područja i brzina sušenja tonera/tinte su mnogo važniji. Moguće alternative prilikom štampanja fotomaske:
Prozirna acetatna folija (OHP)- može izgledati kao najočiglednija alternativa, ali ova zamjena može biti skupa. Materijal ima tendenciju da se savija ili izobliči kada se zagreje laserskim štampačem, a toner/tinta može popucati i lako otpasti. NIJE PREPORUCENO
Poliesterski film za crtanje- dobra, ali skupa, odlična stabilnost dimenzija. Gruba površina dobro drži mastilo ili toner. Kada koristite laserski štampač, potrebno je uzeti debeli film, jer... Kada se zagrije, tanki film je podložan savijanju. Ali čak i debeo film se može deformisati pod uticajem nekih štampača. Ne preporučuje se, ali je moguće koristiti.
Paus papir. Uzmi maksimalna debljina, koje možete pronaći - najmanje 90 grama po kvadratnom metru. metar (ako uzmete tanju, može se iskriviti), 120 grama po kvadratnom metru. metar bi bio još bolji, ali ga je teže naći. Jeftin je i može se dobiti u uredima bez većih poteškoća. Paus papir ima dobru propusnost za ultraljubičasto zračenje i blizak je filmu za crtanje po svojoj sposobnosti da zadrži mastilo, a čak je i superiorniji od svojih svojstava da se ne izobličuje pri zagrijavanju.
Izlazni uređaj
Pen plotters- mukotrpno i sporo. Morat ćete koristiti skupi poliesterski film za crtanje (paus papir nije prikladan jer se tinta nanosi u pojedinačnim redovima) i specijalne boje. Olovku ćete morati povremeno čistiti, jer... lako se začepljuje. NIJE PREPORUCENO.
Inkjet štampači- glavni problem pri upotrebi je postizanje potrebne neprozirnosti. Ovi štampači su toliko jeftini da ih svakako vrijedi isprobati, ali njihov kvalitet štampe se ne može porediti sa kvalitetom laserskih štampača. Također možete pokušati prvo ispisati na papir, a zatim pomoću dobrog fotokopirnog stroja prenijeti sliku na paus papir.
Slagalice- za bolju kvalitetu foto šablona, kreirajte Postscript ili PDF datoteku i pošaljite je DTP-u ili slagaču. Ovako napravljena fotomaska imaće rezoluciju od najmanje 2400DPI, apsolutnu neprozirnost crnih područja i savršenu oštrinu slike. Cijena se obično navodi po stranici, ne uključujući površinu koja se koristi, tj. Ako možete napraviti više kopija PP-a ili imati obje strane PP-a na jednoj stranici, uštedjet ćete novac. Na takvim uređajima možete napraviti i veliku ploču čiji format vaš štampač ne podržava.
Laserski štampači- lako pružaju najbolju rezoluciju, pristupačne su i brze. Štampač koji se koristi mora imati rezoluciju od najmanje 600dpi za sve PCB, jer trebamo napraviti 40 pruga po inču. 300DPI neće moći podijeliti inč sa 40, za razliku od 600DPI.
Takođe je važno napomenuti da štampač daje dobre crne otiske bez mrlja tonera. Ako planirate kupiti štampač za proizvodnju PCB-a, prvo morate testirati ovaj model na običnom listu papira. Čak i najbolji laserski štampači možda neće u potpunosti prekriti velike površine, ali to nije problem sve dok se ispisuju fine linije.
Prilikom korištenja paus papira ili filma za crtanje potrebno je imati priručnik za umetanje papira u pisač i pravilno mijenjati film kako bi se izbjeglo zaglavljivanje opreme. Imajte na umu da kada proizvodite male PCB, da biste uštedjeli film ili paus papir, možete prepoloviti listove ili na željeni format (na primjer, izrezati A4 da biste dobili A5).
Neki laserski štampači štampaju sa slabom preciznošću, ali pošto je svaka greška linearna, može se nadoknaditi skaliranjem podataka prilikom štampanja.
Photoresist
Najbolje je koristiti FR4 laminat od fiberglasa koji je već premazan filmom otpornom na materijal. U suprotnom ćete morati sami premazati radni komad. Ne treba vam mračna soba ili prigušeno osvjetljenje, samo izbjegavajte direktnu sunčevu svjetlost, minimizirajte višak svjetlosti i razvijajte se neposredno nakon izlaganja UV zračenju.
Retko se koriste tečni fotorezisti, koji se nanose sprejom i oblažu bakar tankim filmom. Ne bih preporučio da ih koristite osim ako nemate uslove za proizvodnju vrlo čiste površine ili želite PCB niske rezolucije.
Izložba
Ploča obložena fotorezistom mora se ozračiti ultraljubičastim svjetlom kroz fotomasku pomoću UV mašine.
Prilikom izlaganja možete koristiti standardne fluorescentne lampe i UV kamere. Za mali PP - dvije ili četiri 8-vatne 12" lampe će biti dovoljne, za velike (A3) idealno je koristiti četiri 15" 15-vatne lampe. Da biste odredili udaljenost od stakla do lampe za ekspoziciju, stavite list paus papira na staklo i prilagodite udaljenost kako biste postigli željeni nivo osvjetljenja na površini papira. UV lampe koje su vam potrebne prodaju se ili kao zamjenski dio za instalacije koje se koriste u medicini, ili kao “black light” lampe za rasvjetu diskoteka. Obojene su bijelom ili ponekad crno/plavom i svijetle ljubičastom svjetlošću koja čini papir fluorescentnim (sjaji svijetli). NE KORISTITE kratkotalasne UV lampe slične EPROM-u ili germicidne lampe koje imaju prozirno staklo. Emituju kratkovalno UV zračenje koje može uzrokovati oštećenje kože i očiju i nije prikladno za proizvodnju PCB-a.

Instalacija za ekspoziciju može biti opremljena tajmerom koji prikazuje trajanje izlaganja zračenju na PP; granica njegovog mjerenja treba biti od 2 do 10 minuta u koracima od 30 s. Bilo bi dobro da tajmeru omogućite zvučni signal koji označava kraj vremena ekspozicije. Bilo bi idealno koristiti mehanički ili elektronski tajmer za mikrovalnu pećnicu.
Morat ćete eksperimentirati kako biste pronašli pravo vrijeme ekspozicije. Pokušajte s izlaganjem svakih 30 sekundi, počevši od 20 sekundi i završavajući na 10 minuta. Prikažite softver i uporedite primljene dozvole. Imajte na umu da prekomjerna ekspozicija proizvodi bolju sliku od nedovoljne ekspozicije.
Dakle, da biste izložili jednostrani PP, okrenite fotomasku sa odštampanom stranom prema gore na staklo za ugradnju, uklonite zaštitni film i stavite PP sa osjetljivom stranom prema dolje na vrh fotomaske. PP se mora pritisnuti na staklo kako bi se dobio minimalni razmak za bolja rezolucija. To se može postići bilo postavljanjem neke vrste utega na površinu PP-a, ili pričvršćivanjem na UV instalaciju poklopca sa šarkama sa gumenom brtvom, koja pritiska PP na staklo. U nekim instalacijama, radi boljeg kontakta, PP se fiksira stvaranjem vakuuma ispod poklopca pomoću male vakuum pumpe.
Prilikom izlaganja dvostrane ploče, strana fotomaske sa tonerom (grublji) nanosi se normalno na lemnu stranu PCB-a, a ogleda se na suprotnu stranu (gdje će biti postavljene komponente). Postavljanjem predložaka za fotografije sa odštampanom stranom jedan uz drugi i poravnavanjem, provjerite da li se sva područja filma poklapaju. Za to je prikladno koristiti stol s pozadinskim osvjetljenjem, ali se može zamijeniti običnim dnevnim svjetlom ako kombinirate foto maske na površini prozora. Ako je tačnost koordinata izgubljena tokom štampanja, to može dovesti do toga da slika nije poravnata sa rupama; Pokušajte poravnati filmove prema prosječnoj vrijednosti greške, pazeći da se otvori ne protežu dalje od rubova jastučića. Nakon što su fotomaske spojene i pravilno poravnate, pričvrstite ih trakom na površinu PCB-a na dva mjesta na suprotnim stranama lista (ako je ploča velika, onda na 3 strane) na udaljenosti od 10 mm od ruba ploča. Važno je ostaviti razmak između spajalica i ruba papira jer... ovo će spriječiti oštećenje ruba slike. Sami koristite spajalice mala velicina, koji možete pronaći tako da debljina spajalice nije mnogo deblja od PP.
Izložite redom svaku stranu PP-a. Nakon ozračivanja PCB-a, moći ćete vidjeti topologiju na fotorezist filmu.
Konačno, može se primijetiti da kratko izlaganje zračenju na oči ne uzrokuje štetu, ali osoba može osjetiti nelagodu, posebno kada koristi moćne lampe. Za ugradni okvir je bolje koristiti staklo, a ne plastiku, jer... tvrđi je i manje podložan pucanju pri kontaktu.
Možete kombinirati UV lampe i bijele svjetlosne cijevi. Ako imate puno narudžbi za proizvodnju dvostranih ploča, onda bi bilo jeftinije kupiti dvostranu ekspoziciju, gdje su PCB-ovi postavljeni između dva izvora svjetlosti, a obje strane PCB-a su izložene zračenju u isto vrijeme.
Manifestacija
Glavna stvar koju treba reći o ovoj operaciji je NEMOJTE KORISTITI NATRIJUM HIDROKSID kada razvijate fotorezist. Ova tvar je potpuno neprikladna za ispoljavanje PP - osim kaustičnosti otopine, njeni nedostaci uključuju jaku osjetljivost na promjene temperature i koncentracije, kao i nestabilnost. Ova supstanca je preslaba da razvije cijelu sliku i prejaka da otopi fotorezist. One. Nemoguće je postići prihvatljiv rezultat korištenjem ovog rješenja, posebno ako svoj laboratorij postavite u prostoriju s čestim promjenama temperature (garaža, šupa, itd.).
Mnogo bolji kao razvijač je rastvor napravljen na bazi estera silicijumske kiseline, koji se prodaje u obliku tečnog koncentrata. Njegovo hemijski sastav- Na 2 SiO 3 * 5H 2 O. Ova supstanca ima ogroman broj prednosti. Najvažnije je da je jako teško preeksponirati PP u njemu. PP možete ostaviti na neodređeno vrijeme. To također znači da jedva mijenja svoja svojstva zbog temperaturnih promjena - nema opasnosti od raspadanja kako temperatura raste. Ovo rješenje također ima vrlo dug vijek trajanja, a njegova koncentracija ostaje konstantna najmanje nekoliko godina.
Odsustvo problema prekomjerne ekspozicije u otopini omogućit će vam povećanje njegove koncentracije kako biste smanjili vrijeme za razvoj PP. Preporučljivo je pomiješati 1 dio koncentrata sa 180 dijelova vode, tj. 200 ml vode sadrži nešto više od 1,7 grama. silikat, ali moguće je napraviti i koncentrisaniju smjesu tako da se slika pojavi za oko 5 s bez opasnosti od površinskog uništenja pri prekomjernoj ekspoziciji; ako je nemoguće kupiti natrijev silikat, možete koristiti natrijev karbonat ili kalijev karbonat (Na 2 CO 3).
Možete kontrolirati proces razvoja uranjanjem PP-a u željezni hlorid kratko vrijeme- bakar će odmah izblijedjeti i može se uočiti oblik linija slike. Ako su ostala sjajna područja ili su razmaci između linija zamagljeni, isperite ploču i potopite je u otopinu za razvijanje još nekoliko sekundi. Na površini nedovoljno izloženog PP-a može ostati tanak sloj otpornika koji nije uklonjen rastvaračem. Da biste uklonili preostali film, nježno obrišite PCB papirnim ubrusom koji je dovoljno hrapav da uklonite fotorezist bez oštećenja vodiča.
Možete koristiti ili fotolitografsku kupku za razvijanje ili vertikalni spremnik za razvijanje - kupka je zgodna jer vam omogućava kontrolu procesa razvoja bez uklanjanja PP-a iz otopine. Neće vam trebati zagrijane kupke ili rezervoari ako se temperatura rastvora održava na najmanje 15 stepeni.
Još jedan recept za rastvor za razvijanje: Uzmite 200 ml „tečnog stakla“, dodajte 800 ml destilovane vode i promešajte. Zatim u ovu smjesu dodajte 400 g natrijum hidroksida.
Mjere opreza: Nikada nemojte rukovati rukama sa čvrstim natrijum hidroksidom; koristite rukavice. Kada se natrijum hidroksid otopi u vodi, oslobađa se velika količina topline, pa se mora otopiti u malim porcijama. Ako rastvor postane prevruć, pre dodavanja drugu porciju praha, ostavite da se ohladi. Rješenje je vrlo zajedljivo i stoga je potrebno nositi zaštitne naočale pri radu s njim. Tečno staklo također poznat kao "rastvor natrijum silikata" i "čuvar za jaja". Koristi se za čišćenje odvodnih cijevi i prodaje se u bilo kojoj prodavnici željeza. Ova otopina se ne može napraviti jednostavnim otapanjem čvrstog natrijum silikata. Gore opisani rastvor za razvijanje ima isti intenzitet kao i koncentrat, te se stoga mora razrijediti - 4-8 dijelova vode na 1 dio koncentrata, ovisno o korištenom otporniku i temperaturi.
Etching
Tipično, željezni hlorid se koristi kao jetkač. Ovo je vrlo štetna tvar, ali je lako nabaviti i mnogo je jeftinija od većine analoga. Željezni hlorid će nagrizati bilo koji metal, uključujući i nehrđajući čelik, tako da prilikom ugradnje opreme za kiseljenje koristite plastičnu ili keramičku branu, sa plastičnim vijcima i vijcima, a kada pričvršćujete bilo koji materijal vijcima, njihove glave trebaju imati brtvu od silikonske gume. Ako imate metalne cijevi, onda ih zaštitite plastikom (prilikom ugradnje novog odvoda bilo bi idealno koristiti plastiku otpornu na toplinu). Isparavanje otopine se obično ne događa jako intenzivno, ali kada se kupke ili rezervoar ne koriste, bolje ih je pokriti.
Preporučljivo je koristiti željezni hlorid heksahidrat koji je žute boje i prodaje se u obliku praha ili granula. Da biste dobili otopinu, potrebno ih je preliti toplom vodom i miješati dok se potpuno ne otope. Proizvodnja se može značajno poboljšati sa ekološke tačke gledišta dodavanjem kašičice kuhinjske soli u rastvor. Ponekad se nalazi dehidrirani željezni hlorid, koji izgleda kao smeđe-zelene granule. Izbjegavajte korištenje ove tvari ako je moguće. Može se koristiti samo u krajnjoj nuždi, jer... kada se rastvori u vodi, oslobađa veliku količinu toplote. Ako se i dalje odlučite da od njega napravite otopinu za jetkanje, ni u kojem slučaju prašak ne punite vodom. Granule se moraju dodavati vrlo pažljivo i postepeno u vodu. Ako rezultirajuća otopina željeznog klorida ne nagriza rezist u potpunosti, pokušajte dodati malu količinu hlorovodonične kiseline i ostaviti da odstoji 1-2 dana.
Sve manipulacije s otopinama moraju se provoditi vrlo pažljivo. Prskanje oba tipa jetkača ne bi trebalo dozvoliti, jer njihovo miješanje može uzrokovati malu eksploziju, uzrokujući da tekućina iscuri iz posude i eventualno uđe u oči ili na odjeću, što je opasno. Stoga, nosite rukavice i zaštitne naočare dok radite i odmah isperite sve prosute materije koje dođu u kontakt sa kožom.
Ako proizvodite PCB na profesionalnoj osnovi gdje je vrijeme novac, možete koristiti grijane rezervoare za kiseljenje da biste ubrzali proces. Sa svježim vrućim FeCl, PP će biti potpuno urezan za 5 minuta na temperaturi rastvora od 30-50 stepeni. Ovo rezultira boljim kvalitetom ivica i ujednačenijim širinom linije slike. Umjesto u zagrijanim kupkama, posudu za kiseljenje možete staviti u veću posudu napunjenu toplom vodom.
Ako za kuhanje otopine ne koristite posudu s dovedenim zrakom, tada ćete morati povremeno pomicati ploču kako biste osigurali jednolično jetkanje.
Tinning
Kalaj se nanosi na površinu PCB-a kako bi se olakšalo lemljenje. Operacija metalizacije sastoji se od nanošenja tankog sloja kalaja (ne više od 2 mikrona) na površinu bakra.
Priprema površine PP je vrlo važan korak prije početka metalizacije. Prije svega, morate ukloniti sve preostale fotoreziste, za koje možete koristiti posebna rješenja za čišćenje. Najčešći rastvor za skidanje rezista je tropostotni rastvor KOH ili NaOH, zagrejan na 40 - 50 stepeni. Ploča je uronjena u ovu otopinu, a nakon nekog vremena fotorezist se ljušti sa površine bakra. Nakon filtriranja, otopina se može ponovo koristiti. Drugi recept je upotreba metanola (metil alkohola). Čišćenje se vrši na sledeći način: držeći štampanu ploču (opranu i osušenu) horizontalno, kapnite nekoliko kapi metanola na površinu, a zatim, lagano naginjući ploču, pokušajte da rasporedite kapi alkohola po celoj površini. Pričekajte oko 10 sekundi i obrišite ploču ubrusom; ako otpor ostane, ponovite operaciju ponovo. Zatim obrišite površinu PP žičanom vunom (što daje mnogo bolji rezultat od brusni papir ili brusnim valjcima) dok ne postignete sjajnu površinu, obrišite krpom da biste uklonili sve čestice koje su ostale iza sunđera i odmah stavite dasku u rastvor za kalajisanje. Ne dodirujte površinu ploče prstima nakon čišćenja. Tokom procesa lemljenja, lim se može navlažiti rastopljenim lemom. Bolje je lemiti mekim lemovima sa fluksovima bez kiseline. Treba napomenuti da ako postoji određeni vremenski period između tehnoloških operacija, tada se ploča mora izvaditi kako bi se uklonio formirani bakreni oksid: 2-3 s u 5% otopini klorovodične kiseline, nakon čega slijedi ispiranje u tekućoj vodi. . Prilično je jednostavno izvesti kemijsko kalajisanje; za to se ploča uroni u vodenu otopinu koja sadrži kalaj klorid. Oslobađanje kalaja na površini bakrenog premaza događa se kada se uroni u otopinu kalajne soli u kojoj je potencijal bakra elektronegativniji od materijala za prevlaku. Promjena potencijala u željenom smjeru olakšava se uvođenjem kompleksnog aditiva u otopinu kalajne soli - tiokarbamida (tiouree), cijanida alkalnog metala. Ova vrsta rastvora ima sledeći sastav (g/l):
| 1 | 2 | 3 | 4 | 5 | |
| Kalitar hlorid SnCl 2 *2H 2 O | 5.5 | 5-8 | 4 | 20 | 10 |
| Tiokarbamid CS(NH 2) 2 | 50 | 35-50 | - | - | - |
| Sumporna kiselina H 2 SO 4 | - | 30-40 | - | - | - |
| KCN | - | - | 50 | - | - |
| Vinska kiselina C 4 H 6 O 6 | 35 | - | - | - | - |
| NaOH | - | 6 | - | - | - |
| Natrijum mlečna kiselina | - | - | - | 200 | - |
| Aluminijum amonijum sulfat (aluminijum amonijum alum) | - | - | - | - | 300 |
| Temperatura, C o | 60-70 | 50-60 | 18-25 | 18-25 | 18-25 |
Među gore navedenim, rješenja 1 i 2 su najčešća. Pažnja! Rastvor kalijum cijanida je izuzetno otrovan!
Ponekad se predlaže korištenje Progress deterdženta u količini od 1 ml/l kao surfaktanta za 1 otopinu. Dodavanje 2-3 g/l bizmut nitrata u otopinu 2 dovodi do taloženja legure koja sadrži do 1,5% bizmuta, što poboljšava lemljivost premaza i održava ga nekoliko mjeseci. Za očuvanje površine koriste se aerosolni sprejevi na bazi fluksirajućih sastava. Nakon sušenja, lak nanesen na površinu obratka formira jak, gladak film koji sprečava oksidaciju. Jedna od popularnih takvih supstanci je "SOLDERLAC" iz Cramolina. Naknadno lemljenje se odvija direktno na tretiranoj površini bez dodatnog skidanja laka. U posebno kritičnim slučajevima lemljenja, lak se može ukloniti otopinom alkohola.
Umjetne otopine za konzerviranje vremenom se pogoršavaju, posebno kada su izložene zraku. Stoga, ako nemate redovno velike narudžbe, pokušajte odjednom pripremiti malu količinu otopine, dovoljnu za kalajisanje potrebne količine PP; preostalu otopinu čuvajte u zatvorenoj posudi (idealno koristiti jednu od boca koje se koriste u fotografiji , koji ne dozvoljava prolaz vazduha). Također je potrebno zaštititi otopinu od kontaminacije, što može uvelike pogoršati kvalitetu tvari. Prije svake tehnološke operacije temeljno očistite i osušite radni predmet. Za tu svrhu trebate imati poseban pleh i hvataljke. Alat se također mora temeljito očistiti nakon upotrebe.
Najpopularnija i najjednostavnija talina za kalajisanje je legura niskog topljenja - "Rose" (kalaj - 25%, olovo - 25%, bizmut - 50%), čija je tačka topljenja 130 C o. Dasku pomoću hvataljke stavite ispod nivoa tečnosti na 5-10 s, a nakon uklanjanja proverite da li su sve površine bakra ravnomerno pokrivene. Ako je potrebno, operacija se ponavlja. Neposredno nakon vađenja ploče iz taline, uklanja se ili pomoću gumene brisače ili oštrim protresanjem u smjeru okomitom na ravninu ploče, držeći je u stezaljci. Drugi način da uklonite ostatke legure Rose je da je zagrijete u pećnici za grijanje i protresete. Operacija se može ponoviti kako bi se postigao jednobojni premaz. Kako bi se spriječila oksidacija vruće taline, otopini se dodaje nitroglicerin tako da njegov nivo pokriva talinu za 10 mm. Nakon operacije, ploča se pere od glicerina u tekućoj vodi.
Pažnja! Ove operacije podrazumevaju rad sa instalacijama i materijalima izloženim visokim temperaturama, pa je za sprečavanje opekotina potrebno koristiti zaštitne rukavice, zaštitne naočare i kecelje. Postupak kalajisanja s legurom kositra i olova je sličan, ali viša temperatura taljenja ograničava opseg primjene ovu metodu u uslovima zanatske proizvodnje.
Instalacija koja se sastoji od tri posude: grijane kupke za kiseljenje, kupke s mjehurićima i posude za razvijanje. Kao zagarantovani minimum: kupka za nagrizanje i posuda za ispiranje ploča. Fotografske kupke se mogu koristiti za razvijanje i kalajisanje ploča.
- Set pleha za konzerviranje raznih veličina
- Giljotina za PP ili male giljotinske škare.
- Bušilica, sa nožnom pedalom.
Ako ne možete dobiti kadu za pranje, možete koristiti ručnu prskalicu za pranje dasaka (na primjer, za zalijevanje cvijeća).
OK, sve je gotovo. Želimo vam da uspješno savladate ovu tehniku i svaki put dobijete odlične rezultate.
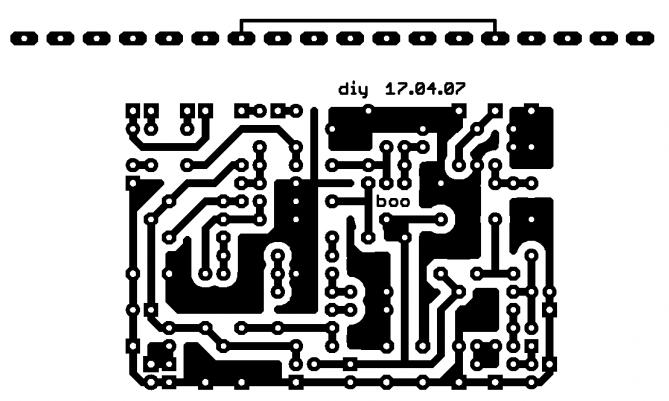
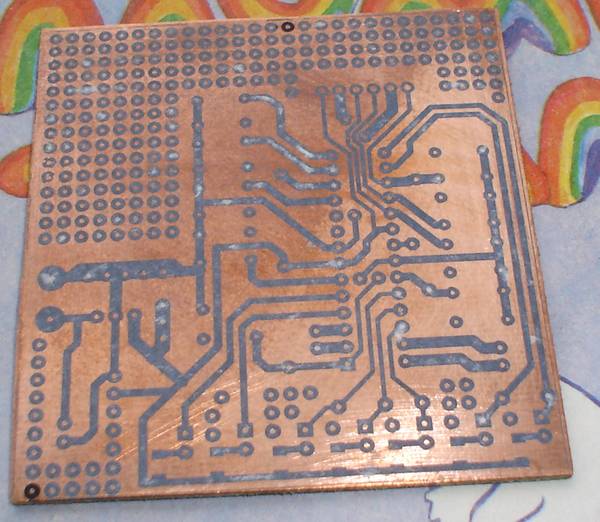
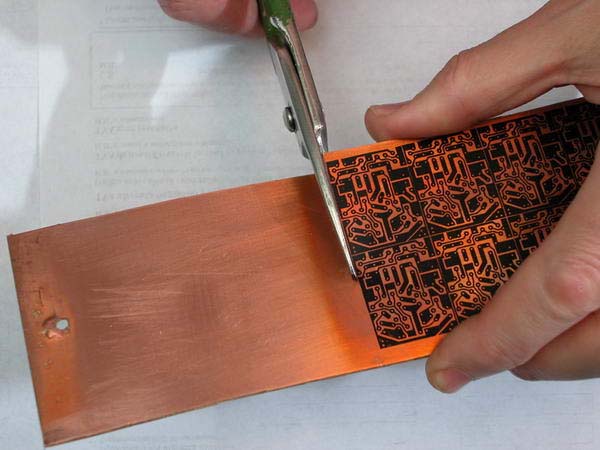
Ne znam za vas, ali ja gajim žestoku mržnju prema klasičnim pločama. Instalacija je takvo sranje sa rupama u koje možete ubaciti delove i lemiti ih, gde se svi spojevi vrše preko ožičenja. Čini se jednostavno, ali ispada da je to takva zbrka da je razumijevanje bilo čega u njemu vrlo problematično. Dakle, postoje greške i izgorjeli dijelovi, nerazumljivi kvarovi. Pa, jebi je. Samo pokvari svoje živce. Mnogo mi je lakše nacrtati kolo u svom omiljenom i odmah ga urezati u obliku štampane ploče. Koristeći lasersko-gvozdena metoda sve dolazi za oko sat i po laganog rada. I, naravno, ova metoda je odlična za izradu konačnog uređaja, jer je kvalitet tiskanih ploča dobivenih ovom metodom vrlo visok. A pošto je ova metoda vrlo teška za neiskusne, rado ću podijeliti svoju dokazanu tehnologiju, koja vam omogućava da dobijete tiskane ploče prvi put i bez ikakvog stresa sa tragovima 0,3 mm i razmakom između njih do 0,2 mm. Kao primjer, napravit ću razvojnu ploču za moj vodič za kontroler AVR. Princip ćete naći u unosu, i
Na ploči se nalazi demo kolo, kao i gomila bakrenih zakrpa, koje se također mogu izbušiti i koristiti za svoje potrebe, poput obične ploče.
▌Tehnologija za proizvodnju visokokvalitetnih štampanih ploča kod kuće.
Suština metode za proizvodnju štampanih ploča je da se na folijom obložen PCB nanese zaštitni uzorak koji sprečava nagrizanje bakra. Kao rezultat toga, nakon graviranja, na ploči ostaju tragovi provodnika. Postoji mnogo načina za primjenu zaštitnih uzoraka. Prethodno su obojeni nitro bojom pomoću staklene cijevi, zatim su se počeli nanositi vodootpornim markerima ili čak izrezati iz trake i zalijepiti na ploču. Dostupan i za amatersku upotrebu fotootpor, koji se nanosi na ploču i zatim osvjetljava. Izložena područja postaju rastvorljiva u alkalijama i ispiru se. Ali u smislu jednostavnosti upotrebe, jeftinosti i brzine proizvodnje, sve ove metode su mnogo inferiorne lasersko-gvozdena metoda(Dalje LUT).
LUT metoda se zasniva na činjenici da se tonerom formira zaštitni uzorak koji se zagrijavanjem prenosi na PCB.
Tako da će nam trebati laserski štampač, jer oni sada nisu neuobičajeni. Koristim štampač Samsung ML1520 sa originalnim kertridžom. Napunjeni kertridži se izuzetno loše uklapaju, jer im nedostaje gustina i ujednačenost doziranja tonera. U svojstvima štampe morate postaviti maksimalnu gustinu i kontrast tonera i obavezno onemogućiti sve režime uštede - to nije slučaj.
▌Alati i materijali
Pored folijske PCB-a, potreban nam je i laserski štampač, pegla, foto papir, aceton, fini brusni papir, četka za antilop sa metal-plastičnim vlaknima,
▌Proces
Zatim crtamo crtež ploče u bilo kojem softveru koji nam odgovara i ispisujemo ga. Sprint Layout. Jednostavan alat za crtanje ploča. Da biste štampali normalno, morate da postavite boje sloja sa leve strane na crne. Inače će ispasti smeće.

Štampa, dva primjerka. Nikad se ne zna, možda ćemo jednog zeznuti.
Tu leži glavna suptilnost tehnologije LUT zbog čega mnogi imaju problema sa izdavanjem kvalitetnih ploča i odustaju od ovog posla. Kroz mnoge eksperimente ustanovljeno je da se najbolji rezultati postižu pri štampanju na sjajnom foto papiru za inkjet štampači. Foto papir bih nazvao idealnim LOMOND 120g/m2
Jeftin je, prodaje se svuda, i što je najvažnije, daje odličan i ponovljiv rezultat, a njegov sjajni sloj se ne lijepi za peć na pisaču. Ovo je veoma važno, jer sam čuo za slučajeve u kojima se za prljanje pećnice štampača koristio sjajni papir.
Ubacujemo papir u štampač i pouzdano štampamo na sjajnoj strani. Potrebno je da odštampate u ogledalu tako da nakon prenosa slika odgovara stvarnosti. Ne mogu da izbrojim koliko sam puta pogrešio i napravio pogrešne otiske :) Zato je po prvi put bolje štampati na običnom papiru radi probe i proveriti da li je sve ispravno. Istovremeno ćete zagrijati pećnicu pisača.
Nakon štampanja slike, ni u kom slučaju Nemojte hvatati rukama i po mogućnosti držite dalje od prašine. Tako da ništa ne ometa kontakt tonera i bakra. Zatim izrezujemo uzorak ploče točno duž konture. Bez ikakvih rezervi - papir je tvrd, pa će sve biti u redu.
Sada se pozabavimo tekstolitom. Odmah ćemo izrezati komad potrebne veličine, bez tolerancija ili odstupanja. Koliko treba.

Potrebno ga je dobro izbrusiti. Pažljivo, pokušavajući ukloniti sav oksid, po mogućnosti kružnim pokretima. Malo hrapavosti neće škoditi - toner će se bolje držati. Ne možete uzeti brusni papir, već abrazivni sunđer s "efektom". Samo treba uzeti novu, ne masnu.
Bolje je uzeti najmanju kožu koju možete pronaći. Imam ovaj.

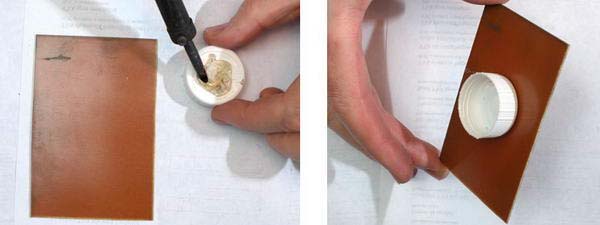
Nakon brušenja, mora se dobro odmastiti. Obično koristim ženinu vatu i nakon što je dobro navlažim acetonom, temeljno pređem po cijeloj površini. Opet, nakon odmašćivanja, nikada ga ne treba hvatati prstima.

Stavili smo naš crtež na ploču, prirodno sa spuštenim tonerom. Zagrijavanje pegla na maksimum, držeći papir prstom, čvrsto pritisnite i peglajte jednu polovinu. Toner se mora zalijepiti za bakar.

Zatim, ne dopuštajući da se papir pomakne, ispeglajte cijelu površinu. Pritišćemo svom snagom, poliramo i peglamo dasku. Trudim se da ne promakne ni jedan milimetar površine. Ovo je najvažnija operacija, o kojoj ovisi kvalitet cijele ploče. Nemojte se plašiti da pritisnete što jače možete; toner neće isplivati niti se razmazati, jer je foto papir gust i savršeno ga štiti od širenja.
Peglajte dok papir ne požuti. Međutim, to zavisi od temperature pegle. Moja nova pegla jedva da žuti, ali stara je skoro pogorela - rezultat je svuda bio podjednako dobar.

Nakon toga možete ostaviti da se daska malo ohladi. A onda, uhvativši ga pincetom, stavili smo ga pod vodu. I držimo ga u vodi neko vrijeme, obično oko dvije do tri minute.
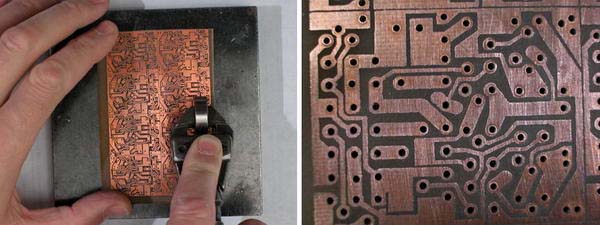
Uzimajući četku za antilop, pod jakim mlazom vode, počinjemo nasilno podizati vanjsku površinu papira. Moramo ga prekriti višestrukim ogrebotinama da voda prodre duboko u papir. Kao potvrdu vaših akcija, crtež će biti prikazan kroz debeli papir.

I ovom četkom četkamo dasku dok ne skinemo gornji sloj.
Kada je cijeli dizajn jasno vidljiv, bez bijelih mrlja, možete početi pažljivo motati papir od sredine do rubova. Papir Lomond Prelepo se izvija, ostavljajući 100% toner i čisti bakar skoro odmah.

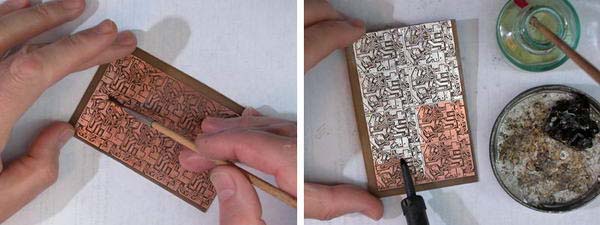
Nakon što prstima razvaljate cijeli uzorak, možete temeljito izribati cijelu ploču četkicom za zube kako biste očistili preostali sjajni sloj i komadiće papira. Ne bojte se, gotovo je nemoguće ukloniti dobro prokuhani toner četkicom za zube.

Obrišemo ploču i pustimo da se osuši. Kada se toner osuši i posijedi, jasno će se vidjeti gdje ostaje papir i gdje je sve čisto. Bjelkasti slojevi između tragova moraju se ukloniti. Možete ih uništiti iglom ili ih trljati četkicom za zube pod tekućom vodom. Općenito, korisno je hodati po stazama četkom. Bjelkasti sjaj se može izvući iz uskih pukotina pomoću električne trake ili ljepljive trake. Ne lijepi se tako snažno kao obično i ne skida toner. Ali preostali sjaj se skida bez traga i odmah.
Pod svjetlom jarke lampe, pažljivo pregledajte slojeve tonera za suze. Činjenica je da kada se ohladi, može puknuti, tada će na ovom mjestu ostati uska pukotina. Pod svjetlom lampe, pukotine svjetlucaju. Ova područja treba popraviti trajnim markerom za CD-ove. Čak i ako postoji samo sumnja, ipak je bolje prefarbati je. Isti marker se može koristiti i za popunjavanje putanja lošeg kvaliteta, ako ih ima. Preporučujem marker Centropen 2846- daje debeo sloj boje i, u stvari, možete glupo slikati staze s njim.
Kada je ploča spremna, možete zalijevati otopinom željeznog klorida.

Tehnička digresija, možete je preskočiti ako želite.
Općenito, možete otrovati mnogo toga. Neki truju u bakrovom sulfatu, drugi u kiselim rastvorima, a ja u željeznom hloridu. Jer Prodaje se u bilo kojoj radio prodavnici, prenosi brzo i čisto.
Ali željezni hlorid ima užasan nedostatak - samo se zaprlja. Ako dospije na odjeću ili bilo koju poroznu površinu poput drveta ili papira, bit će mrlja za cijeli život. Zato stavite svoje Dolce Habana dukseve ili Gucci filcane u sef i zamotajte ih sa tri rolne trake. Željezni hlorid također uništava gotovo sve metale na najokrutniji način. Aluminij i bakar su posebno brzi. Dakle, pribor za graviranje treba biti stakleni ili plastični.
Bacam se 250 grama paketa željeznog hlorida po litri vode. I sa rezultirajućim rastvorom nagrizam desetine ploča dok graviranje ne prestane.
Prašak se mora sipati u vodu. I pazite da se voda ne pregrije, inače će reakcija osloboditi veliku količinu topline.
Kada se sav prah otopi i otopina dobije jednoličnu boju, možete ubaciti dasku unutra. Poželjno je da ploča lebdi na površini, bakrenom stranom prema dolje. Tada će sediment pasti na dno posude bez ometanja nagrizanja dubljih slojeva bakra.
Kako biste spriječili da ploča potone, na nju možete zalijepiti komad pjenaste plastike dvostranom trakom. Upravo to sam i uradio. Ispalo je vrlo zgodno. Uvrnuo sam šraf radi praktičnosti, tako da ga mogu držati kao ručku.
Bolje je nekoliko puta umočiti ploču u otopinu i spustiti je ne ravno, već pod uglom, tako da na površini bakra ne ostanu mjehurići zraka, inače će doći do zaglavlja. Povremeno ga morate ukloniti iz otopine i pratiti proces. U prosjeku, graviranje ploče traje od deset minuta do sat vremena. Sve ovisi o temperaturi, jačini i svježini otopine.
Proces graviranja se ubrzava vrlo oštro ako spustite crijevo ispod ploče akvarijski kompresor i puhati mehuriće. Mjehurići miješaju otopinu i nježno izbacuju izreagirani bakar iz ploče. Možete i protresti dasku ili posudu, glavna stvar je da je ne prolijete, inače nećete moći kasnije da je operete.
Kada je sav bakar uklonjen, pažljivo uklonite ploču i isperite je pod tekućom vodom. Zatim gledamo čistinu da nigdje nema šmrcova ili rastresite trave. Ako ima šmrcova, bacite ga u otopinu još deset minuta. Ako su tragovi urezani ili se lome, to znači da je toner kriv i ova mjesta će morati biti zalemljena bakarnom žicom.

Ako je sve u redu, onda možete isprati toner. Za to nam je potreban aceton - pravi prijatelj ovisnika. Iako je sada sve teže kupiti aceton, jer... Neki idiot iz državne agencije za kontrolu droga odlučio je da je aceton supstanca koja se koristi za pripremu opojnih droga, te stoga treba zabraniti njegovu slobodnu prodaju. Radi dobro umjesto acetona 646 rastvarač.

Uzmite komad zavoja i dobro ga navlažite acetonom i počnite ispirati toner. Nema potrebe snažno pritiskati, glavna stvar je da se ne petljate prebrzo kako bi otapalo imalo vremena da se upije u pore tonera, korodirajući ga iznutra. Za ispiranje tonera potrebno je oko dvije do tri minute. Za to vrijeme, čak ni zeleni psi ispod plafona neće imati vremena da se pojave, ali i dalje neće škoditi otvoriti prozor.
Očišćena ploča se može bušiti. U te svrhe već dugi niz godina koristim motor od magnetofona, napajan na 12 volti. To je čudovišna mašina, iako joj životni vijek traje oko 2000 rupa, nakon čega četke potpuno izgore. Također morate iz njega izvući stabilizacijski krug lemljenjem žica direktno na četke.

Prilikom bušenja, trebate pokušati držati bušilicu strogo okomito. U suprotnom, onda ćete tamo staviti mikrokolo. A kod dvostranih ploča ovaj princip postaje osnovni.

Proizvodnja dvostrane ploče odvija se na isti način, samo se ovdje prave tri referentne rupe, s najmanjim mogućim promjerom. I nakon nagrizanja jedne strane (u ovom trenutku druga je zapečaćena trakom da se ne ugrize), druga strana se poravna uz ove rupe i zamota. Prvi je čvrsto zapečaćen trakom, a drugi je urezan.
Na prednjoj strani možete koristiti isti LUT metod za primjenu oznake radio komponenti za ljepotu i jednostavnost instalacije. Međutim, ja se ne trudim toliko, ali druže Woodocat iz LJ zajednice ru_radio_electr On to uvek radi, za šta ga poštujem!
Uskoro ću vjerovatno objaviti i članak o fotorezistu. Metoda je složenija, ali mi je u isto vrijeme zabavnija - volim se igrati s reagensima. Iako još uvijek pravim 90% ploča koristeći LUT.
Usput, o tačnosti i kvaliteti dasaka napravljenih metodom laserskog peglanja. Kontroler P89LPC936 u slučaju TSSOP28. Razmak između gusjenica je 0,3 mm, širina šina je 0,3 mm.

Otpornici na ploči gornje veličine 1206
. Kako to izgleda?
Post navigation
641 misao na temu “Kreiranje štampane ploče pomoću metode laserskog gvožđa.”

Domaća štampana ploča
Kako napraviti štampanu ploču kod kuće koristeći tehnologiju laserskog gvožđa. To se odnosi na termički prijenos tonera s papira na metaliziranu površinu buduće tiskane ploče.
Mnogo sam puta pokušavao da napravim štampanu ploču korišćenjem laserske tehnologije gvožđa, ali nikada nisam uspeo da dobijem pouzdan, lako ponovljiv rezultat. Osim toga, kada pravim ploču, trebaju mi urezane rupe u jastučićima ne veće od 0,5 mm. Zatim ih koristim prilikom bušenja, kako bih centrirao bušilicu prečnika 0,75 mm.
Defekt se manifestuje u vidu pomaka ili promene širine tragova, kao i u nejednakoj debljini tonera koji ostaje na bakrenoj foliji nakon uklanjanja papira. Osim toga, prilikom uklanjanja papira prije graviranja, problematično je očistiti svaku rupu u toneru od ostataka celuloze. Kao rezultat toga, prilikom graviranja tiskane ploče nastaju dodatne poteškoće, koje su izbjegnute samo suprotno. http://oldoctober.com/ru/
Pretpostavljam da je razlog za sklapanje braka sljedeći.
Papir, kada se zagrije na visoku temperaturu, počinje da se savija. Dok je temperatura folije od fiberglasa uvijek nešto niža. Toner se djelimično lijepi za foliju, ali ostaje otopljen na papirnoj strani. Kada se savija, papir se pomiče i mijenja izvorni oblik provodnika.
Na samom početku želim da vas upozorim da tehnologija nije bez određenih nedostataka.
Prvi je nedostatak specijalnog papira za termo transfer, umjesto kojeg predlažem odabir odgovarajućeg papira za samoljepljive etikete. Nažalost, nije svaki papir prikladan. Morate odabrati onu čije su etikete gušće, a podloga ima dobru, glatku površinu.
Drugi nedostatak je što je veličina štampane ploče ograničena veličinom potplate pegle. Osim toga, ne može svako glačalo dovoljno ravnomjerno zagrijati folijski laminat od stakloplastike, pa je bolje odabrati najmasivniji.
Međutim, uprkos svim ovim nedostacima, tehnologija opisana u nastavku omogućila mi je da dobijem stabilan, lako ponovljiv rezultat u maloj proizvodnji.
Suština promjene u tradicionalnom procesu je da se ne predlaže zagrijavanje papira tonerom, već samog folijskog stakloplastike.
Glavna prednost je što je ovom metodom lako kontrolisati temperaturu u zoni topljenja tonera. Osim toga, gumeni valjak vam omogućava da ravnomjerno rasporedite pritisak i spriječite drobljenje tonera (svuda pišem o folijskom fiberglasu, pošto nisam testirao druge materijale).
Tehnologija je jednako prikladna za laminat od stakloplastike od folije različitih debljina, ali je bolje koristiti materijal ne deblji od jednog milimetra, jer ga je lako rezati škarama.
Dakle, uzimamo komad najotrpljenijeg folijskog laminata od stakloplastike i obrađujemo ga brusnim papirom. Ne biste trebali koristiti vrlo veliki brusni papir, jer može oštetiti buduće tragove. Međutim, ne morate ga brusiti ako imate komad novog stakloplastike. Bakarnu površinu u svakom slučaju potrebno je temeljito očistiti i odmastiti.
![]()
Izrada šablona za termo transfer. Da bismo to učinili, odrežemo potreban komad od lista papira za naljepnice i odvojimo same naljepnice od podloge. Trebali biste ostaviti komad naljepnice na početku lista kako biste spriječili da se podloga zaglavi u mehanizmu štampača.
Ne dirajte rukama područja na podlozi na koja će se naknadno nanijeti toner.

Ako je debljina folijskog laminata od stakloplastike jedan milimetar ili manja, tada se razmak između rubova pojedinačnih ploča može odabrati na 0,2 mm; ako je veći i obradak ćete rezati nožnom pilom, onda 1,5 -2,0 mm, ovisno o debljini oštrice i toleranciji obrade.

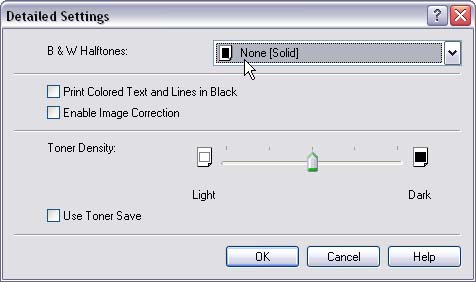
Koristim sloj tonera koji je podrazumevano instaliran u drajveru štampača, ali “B&W Halftones:” (B/W Halftone) treba da bude izabrano “Solid”. Drugim riječima, morate spriječiti pojavu rastera. Možda ga nećete vidjeti na šabloni, ali može utjecati na debljinu tonera.
Šablonu fiksiramo na komad folije od stakloplastike pomoću spajalica. Na slobodni rub šablone pričvrstimo još jednu spajalicu tako da ne dođe u dodir s peglom.
Tačka topljenja različitih marki tonera je približno 160-180C. Zbog toga temperatura pegle treba da bude nešto viša za 10-20C. Ako se vaša pegla ne zagreje na temperaturu od 180C, moraćete da je podesite.

Prije zagrijavanja, potplatu glačala treba temeljito očistiti od masnoće i drugih zagađivača!
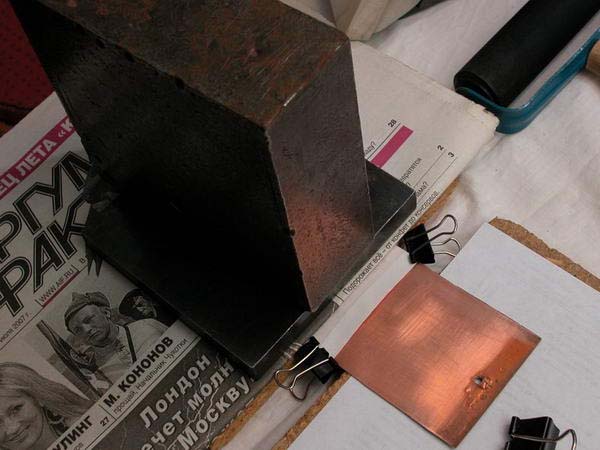
Zagrijemo glačalo na temperaturu od 180-190 stepeni i čvrsto ga pritisnemo na foliju od stakloplastike kao što je prikazano na slici. Ako peglu postavite drugačije, daska se može previše neravnomjerno zagrijati, jer se obično pegla zagrije 20-30C više u širokom dijelu. Sačekaj dva minuta.

Nakon toga uklonite peglu i jednim pokretom snažno otkotrljajte šablonu na foliju od stakloplastike pomoću gumenog valjka za motanje fotografija.
Ako se tokom valjanja toner zgnječi, odnosno staze se pomaknu u stranu ili promijene svoj oblik, tada biste trebali smanjiti količinu tonera u drajveru štampača.
Neophodno je da se središte valjka uvijek kreće duž centra ploče. Drška valjka mora se držati na način da se spriječi pojava vektora sile usmjerenog "oko" ručke.

Šablonu čvrsto zamotamo još nekoliko puta i dobijeni "sendvič" pritisnemo nečim teškim, nakon što položimo nekoliko puta presavijene novine kako bismo ravnomjerno rasporedili težinu.
Šablon treba svaki put zamotati u istom smjeru. Valjak se počinje pomicati od mjesta gdje je šablona pričvršćena.
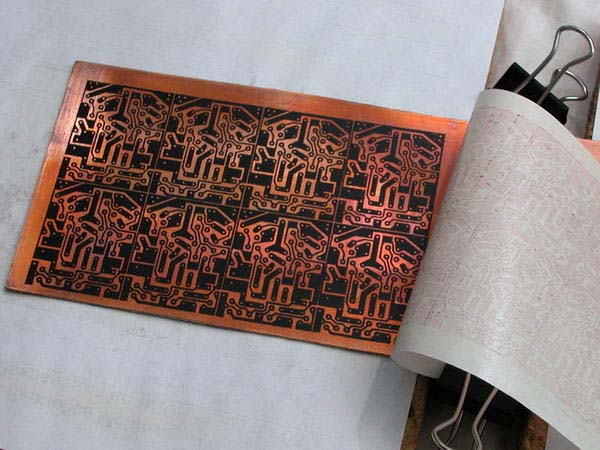
Nakon desetak minuta možete ukloniti presu i ukloniti šablonu. Evo šta se desilo.
Sada morate nešto zalijepiti na stražnju stranu ploče na bilo koji način kako biste kasnije mogli držati ovu ploču tokom graviranja. (Koristim vruće ljepilo.)
Ploču nagrizamo u otopini željeznog klorida.
Kako pripremiti rješenje?
Ako je staklenka željeznog klorida otpečaćena, najvjerovatnije se tamo već nalazi superkoncentrirana otopina. Može se sipati u posudu za kiseljenje i dodati malo vode.
Ako željezni hlorid još nije prekriven vodom, možete to učiniti sami. Vjerojatno možete izvaditi same kristale iz tegle, ali nemojte koristiti srebro iz naslijeđa za ovo.
Imajte na umu da proces nagrizanja neće funkcionirati u visoko koncentriranoj otopini, pa kada dobijete takav rastvor, morate dodati malo vode.
Najbolje je koristiti vinil plastičnu foto kupku kao posudu, ali možete koristiti bilo koju drugu.
Na slici se vidi da ploča pluta na površini otopine zbog njene površinske napetosti. Ova metoda je dobra jer se proizvodi za jetkanje ne zadržavaju na površini ploče, već odmah tonu na dno kade.
![]()
Na samom početku graviranja, potrebno je osigurati da ispod ploče ne ostanu mjehurići zraka. Tokom procesa jetkanja, preporučljivo je provjeriti da li se graviranje odvija ravnomjerno po cijeloj površini ploče.
Ako postoji bilo kakva heterogenost, onda morate aktivirati proces sa starom četkicom za zube ili nečim sličnim. Ali to se mora učiniti pažljivo kako se ne bi uništio sloj tonera.
Posebnu pažnju treba obratiti na rupe na kontaktnim jastučićima. Područja gdje proces graviranja nije odmah započeo su svjetlija. U principu, dovoljno je zatamniti cijelu površinu i sve rupe na samom početku procesa, a onda je uspjeh gotov zaključak.

Ako je glavni dio ploče urezan za 15 minuta, onda ne biste trebali povećati ukupno vrijeme jetkanja više od dva puta, odnosno više od 30 minuta. Dalje nagrizanje ne samo da će smanjiti širinu provodnika, već može i djelomično uništiti toner.
Obično se sve rupe od 0,5 mm na kontaktnim jastučićima urezuju dvostruko brže.
Motor okreće mali ekscentrik, koji stvara vibracije u otopini (nije potrebno ako povremeno podižete i pomičete ploču).
Isperite toner tamponom natopljenim acetonom.
Evo šta se desilo. Na lijevoj strani, ploča je još uvijek prekrivena tonerom. Širina staza je 0,4 mm.


Sada možete ukloniti neravnine nastale na bakru tokom bušenja. Da bismo to učinili, prvo ih namotamo pomoću kugličnog ležaja pričvršćenog u neki prikladan trn. U ovom slučaju, bolje je postaviti ploču na tvrdu, ravnu površinu. Zatim finim brusnim papirom uklonite oksid s površine bakra, ako je nastao.
Obradak kalajišemo, za šta ga prvo premažemo slojem fluksa.

Otišao sam u prodavnicu kancelarijskog materijala i fotografisao pakovanje sa samolepljivim etiketama. Ovaj papir nije prikladan za termički prijenos. Iako, ako ne postoji drugi, onda možete koristiti ovaj nakon neke izmjene.
Papir koji se pokazao najpogodnijim za termički transfer proizvela je finska kompanija Campas. A budući da na malom pakovanju nema identifikacionih oznaka, malo je verovatno da će se identifikovati bez testiranja.
Kod kuce. Početniku je teško snalaziti se u svijetu u kojem vam treba puno stvari da napravite jednostavnu ploču, pa ću vam pokušati ukratko i jasno reći kako da napravite ploču jeftino i jednostavno. Dakle, prijeđimo na upute korak po korak.
Uputstvo za izradu štampanih ploča
Crtanje ploče

Foil PCB

Na prodaju željezni hlorid

Gvožđe hlorid u kristalima

Kupka za kiseljenje

PCB kupka za graviranje

Gotova domaća tabla
- 1. Za buduću ploču trebat će vam tekstolit ili fiberglas.
- 2. Pažljivo ga izrezujemo, prethodno označivši potrebne dimenzije od komada, sa malim dodacima, obradak napravim otprilike 1 cm veći, tako da je bolje kasnije pritisnuti posebno male daske, plus još jedan dio će se potrošiti na piljenje , mljevenje itd.
- 3. Nakon što je željeni komad odrezan, uzmite grublji komad brusnog papira i pređite preko njega po ivicama kako ne bi bilo ureza koje bi ometale presovanje.
- 4. Finim brusnim papirom pažljivo izbrusiti površinu folije tako da se sjaji.
- 5. Prolazimo i isperemo bakrenu prašinu nakon mljevenja rastvaračem 646 .
- 6. Čekamo da se osuši od prethodnog procesa, odštampamo laserski štampač na sjajnom papiru ono što je dostupno iz programa, nakon što ste prethodno nacrtali trake i rasporede koji su potrebni.
- 7. Provjeravamo šta smo odštampali, potrebno je da štampate sa najvećom mogućom rezolucijom štampača i sa isključenom štednjom tonera.
- 8. Nanosimo blanko, rubove zalijepim papirnom maskirnom trakom, i peglam dobrom snagom 2-3 minute zagrijanom peglom na temperaturi od 180-220 stepeni, u zavisnosti od temperature topljenja tonera.
- 9. Čekamo da se ohladi, ne dirajte ništa - trebalo bi da se ohladi polako. Ploču nije potrebno stavljati u zamrzivač, ispod ventilatora, van prozora, u vodu, toner treba da se osuši kako treba i tek onda čvrsto prianja. Potrebno je vrijeme, obično 10-15 minuta i morate biti strpljivi.
- 10. Okupajte se odgovarajuće veličine, oko pola prelijte običnom hladnom vodom, stavite sve zajedno sa papirom nakon što se ohladi, sačekajte par minuta i počnite da skidate i brišete papir, treba pažljivo postupati , sve radim svojim rukama bez improviziranih sredstava.
- 11. Uzimamo istu kupku od plastike, ne tačno metalne, razblažimo feri hlorid (1-2 kašike na 200-300 grama vode) sa zagrejanom vodom na 40-50 stepeni, sačekamo da se smesa dobro promeša i prestane da aktivno mjehuri .
- 12. Dasku zalijepimo kancelarijskom dvostranom trakom na komad pjenaste plastike od materijala za pakovanje, postavimo je na površinu tako da je malo protresemo i pustimo da se dobro smoči da malo potone i čekamo, trebat će neko vrijeme.
- 13. Dok je otopina svježa, štampana ploča se obično gravira 15-30 minuta, nakon čega uklanjamo ploču kada su staze oblikovane kao u programu iz kojeg su odštampane - i ispiramo pod slavinom da uklonimo sve preostali željezni hlorid.
- 14. Uzmite vatu i aceton - uklonite toner koji je prekrio tragove, dobro ga očistite da ne ostane ni trag.
- 15. Šal izbrusite finim brusnim papirom da uklonite okside i ponovo ga operite rastvaračem.
- 16. Sve se može pokriti rastvorom LTI-120 i počnite kalajisati.
- 17. Nakon što je ploča kalajisana, ostavite da se ohladi i izbušite.
- 18. Zadnju stranu brusimo, rubove obrezujemo i dajemo dasci estetski lijep i željeni izgled i oblik.
 Rav, Rabbi, Rebbe - ko je on?
Rav, Rabbi, Rebbe - ko je on? Abelardova filozofija - konceptualizam
Abelardova filozofija - konceptualizam Veliki sedef ili veliki šumski sedef Kako izgleda leptir sedef?
Veliki sedef ili veliki šumski sedef Kako izgleda leptir sedef?