Operacije na strugu. Podešavanje radnog predmeta - tokarenje
Način pričvršćivanja i ugradnje radnog komada u mašinu bira se uzimajući u obzir tačnost obrade, dimenzije i krutost materijala. Centralna obrada je jedna od široko korištenih metoda tokarenja dijelova na opremi za strug.
Kada koristiti centralnu montažu
ugradnja radnog komada pomoću trna: 1 - srednji dio trna; 2 - ravan; 3 — središnje rupe; 4 - prazno
- Ovako se obrađuju dugi dijelovi čija je dužina pet puta veća od prečnika;
- ako trebate stvoriti koncentričnost površina tijekom fiksacije;
- dalja faza tokarenja odvija se na opremi za mljevenje;
- tehnologija ne predviđa druge metode.
Tehnologija pričvršćivanja
Radni komad se fiksira u centrima pomoću posebnih trnova. Da biste to učinili, konus trna ne smije prelaziti 1:2000. U pripremnoj fazi izrađuju se središnja udubljenja na krajevima dijela u koje će se umetnuti vrhovi oba centra. Trn se tretira mazivom i blanko se čvrsto povlači. Za veću gustoću, lagano udarite drvenim blokom po kraju trna. Osiguravanje dijela u ovoj vrsti trna može varirati ovisno o njegovom promjeru.
Kretanje blanka se prenosi kroz pogonsku steznu glavu, koja se stavlja na navoj vretena. Svornjak pogonske stezne glave tjera zazor da se okreće. Ova metoda je opasnija za rukovaoca mašinom, pa je poželjno koristiti prednju ploču pogonskog tipa sa zaštitnim poklopcem. Vijak je pričvršćen stezaljkom, koja se naslanja na ravan trn.
Ugradnja radnih komada s rupama (na primjer, zupčanici ili čahure) odvija se pomoću centrirajućih trnova različitih oblika. Jedna vrsta trna ima vrat u obliku cilindra, na njega se postavlja radni komad i učvršćuje podloškom i maticom. Matica je pritisnuta na kragnu i pričvršćuje rezultirajuću strukturu. Stezaljka je pričvršćena s lijeve strane vijkom. Dio je fiksiran u stroju za struganje udubljenjima na krajnjim dijelovima trna.
Dizajn centara
Tokarski centri mogu imati različite dizajne. Najčešći je konus, na njega se stavlja radni komad, kao i konusni drška. Drška mora odgovarati rupama pera i vretena mašine.
Za osiguranje radnih komada vanjskim konusima koriste se obrnuti centri. Konusni kraj treba da se poklapa sa sredinom drške. Da bi se provjerila podudarnost, centar se ubacuje u vreteno i pokreće pri malim brzinama. Upotrebljivost dijela ukazuje na odsustvo ispadanja.
Stražnji centar je najčešće nepomičan, prednji centar se rotira s obratkom i vretenom. Kao rezultat trenja, obje površine otkazuju, pa je potrebno nanijeti mazivo:
- kreda - 25%;
- mast - 65%;
- grafit - 5%;
- sumpor - 5%.
Prije miješanja potrebno je samljeti sumpor i kredu u prah bez grudvica. Ako se mazivo ne koristi, površine centara će se srušiti i njihova konfiguracija će se promijeniti.
Prilikom okretanja radnih komada pri velikim brzinama, centri se brže troše, a rupa na kraju samog dijela se povećava. Kako bi se smanjilo uništavanje stražnjeg konusa, na njega je natopljen sloj otporan na habanje.
Standardni centar se koristi pri brzinama do 120 o/min. Prilikom rada s glomaznim i teškim radnim komadima pri velikim brzinama, pri uklanjanju velikih strugotina, struktura ima malu krutost: dio počinje vibrirati i može se istisnuti.

rotirajući centar
Tokarenje cilindričnih dijelova
On strug mljeveni proizvodi, čiji se obris može sastojati od nekoliko volumetrijskih geometrijskih oblika, koji se nazivaju tijela rotacije . Ovo su brojke - lopta, konus, cilindar i torus(vidi sliku lijevo).
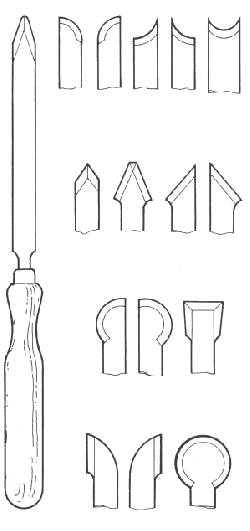
Dijelovi se okreću na mašini pomoću specijalne opreme sjekutići - dlijeta za okretanje
. Za razliku od običnih stolarskih dlijeta, imaju duže ručke koje vam omogućavaju da sigurno držite alat i olakšavaju kontrolu.
Prema kvaliteti obrade razlikuju se grubo I završna obrada okretanje, izbor alata ovisi o tome.
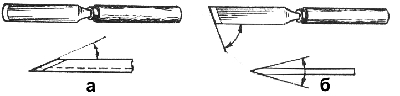
Za grubo koriste se tretmani polukružnog dlijeta(vidi sl. A), Za završna obrada okretanje, podrezivanje krajeva i odsecanje delova - koso dlijeto(vidi sl. 6 ).
At grubo okretanje obradak (vidi sl. A) polukružno dlijeto se pomiče duž oslonca za alat. U prvom prolazu, strugotine debljine 1...2 mm uklanjaju se pomoću sredine oštrice dlijeta (vidi sl. 6 , lijevo). Dalje okretanje se vrši pomoću bočnih dijelova oštrice uz pomicanje rezača ulijevo i udesno (vidi sl. 6 , desno). Kao rezultat rada s različitim dijelovima oštrice dlijeta, površina dijela je manje valovita. Nakon 2...3 minute rada, provjerite pouzdanost pričvršćivanja radnog komada - pritisnite ga središtem stražnje šipke. Za završnu obradu treba ostaviti dodatak od 3...4 mm (prečnika).
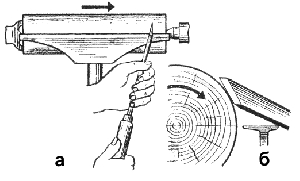
At završno brušenje(vidi sliku) koso dleto se postavlja na ivicu sa tupim uglom nadole. Čips se reže srednje i dnu lopatice.
Dlijeto se pri okretanju drži s dvije ruke: jednom za dršku, drugom za štap. Dlijeto se hvata za osovinu odozgo ili odozdo. Za grubo okretanje najčešće se koristi prva metoda, jer je najpouzdanija. Pritisak na dleto treba da bude ravnomeran i gladak.
Za okretanje unutrašnjih udubljenja proizvoda kertridž ili prednje ploče(razne posude, kutije, soljenke, itd.) - prvo bušilicom izbušite rupu u sredini radnog komada. Višak drveta se zatim uklanja pomoću okruglog dlijeta. Na kraju, za izravnavanje zidova koristite dlijeto sa zakrivljenim krajem (vidi sliku lijevo).
Za okretanje proizvoda upotrebom prednje ploče Prvo napravite prazninu u obliku kvadrata. Na ovoj praznini se crtaju dijagonale i crta se krug nešto veći od prečnika predviđenog proizvoda. Višak uglova se izrezuje pilom dok se ne dobije osmerokut koji se vijcima pričvrsti na prednju ploču. Prednja ploča se zašrafljuje na vreteno i provjerava da li se radni komad drži za oslonac alata. Nakon toga, mašina se uključuje i oktaedar se melje do željenog prečnika. Zatim se oslonac alata postavlja paralelno sa ravninom radnog komada i okreće unutrašnji deo. Pomicanjem oslonca za alat, izbrusiti vanjsku stranu proizvoda.
Provjerava se prečnik proizvoda čeljusti
ili caliper
. Mjerenja treba izvršiti na nekoliko mjesta duž dužine radnog komada. Pravost se može provjeriti ravnalom ili kvadratom prema svjetlu. 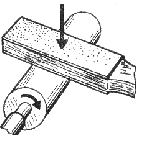
Odmah nakon okretanja, površina dijela se čisti brusnim papirom pričvršćenim na drveni blok (vidi sliku). Da bi se jasnije istakla tekstura drveta, površina proizvoda se može polirati blokom tvrđeg drveta. Ova operacija se izvodi dok se dio okreće, baš kao i brušenje.
Prilikom rezanja krajeva dijela, koso dlijeto se postavlja na ivicu sa oštrim uglom prema dolje i pravi se plitak rez (vidi sliku lijevo).
Zatim, odmaknuvši se malo udesno ili ulijevo (ovisno o tome koji se kraj seče), nagnite dlijeto i izrežite dio radnog komada u konus (vidi sliku desno). Ova operacija se ponavlja nekoliko puta dok ne ostane vrat prečnika 8...10 mm. Zatim se dio uklanja iz stroja, njegovi krajevi se odrežu nožnom pilom. Krajevi su očišćeni.
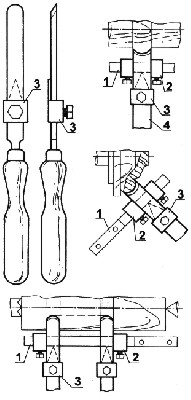
Za proizvodnju velikih količina identičnih delova koristi se na strugu provodnici(limiteri) za dlijeta ili mašine sa uređaj za kopiranje . Uloške je lako napraviti sami i lako ih je instalirati i na dlijeto za okretanje i na oslonac za alat (pogledajte sliku lijevo).
Brojevi označavaju:
1. - naglasak;
2. – graničnik uzdužnog kretanja;
3. - limiter bočnog kretanja;
4. - dlijeto za okretanje.
Za postizanje željenih kontura na proizvedenim dijelovima ponekad se koriste posebna dlijeta (vidi sliku desno).
Ponekad se izrađuju posebno za određeni proizvod ili željenu konturu.
Ispod je primjer proizvoda i dlijeta korištenih za njegovu izradu.
Na primjer, za izradu drvene kugle koriste se dlijeta, koja se izrađuju do određenog promjera (vidi sliku lijevo).
Bez posebnih dlijeta, ista kugla se može okretati jednostavnim dlijetom, ali za preciznu izradu potrebno je napraviti šablonu (šablon), pomoću koje možete izmjeriti ispravnost sferne površine. 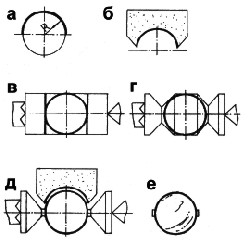
Koraci izrade i okretanja šablona prikazani su na slici desno.
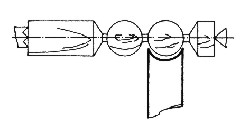
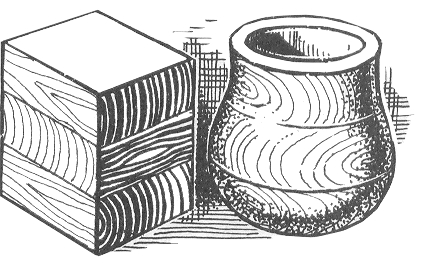
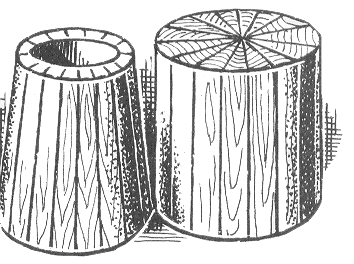
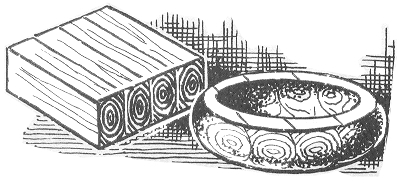
Drvo za struganje priprema se ne samo izrezivanjem šipki ili komada dasaka, već i upotrebom osušenih grana drveća, kao i lijepljenjem komada šipki ili dasaka (tj. iz segmenata) (vidi sliku ispod). Često za tokarenje takvih “ blokovi” ” proizvodi koriste drvo različitih vrsta.
Zahvaljujući tome postižu proizvode koji su vrlo neobične boje i teksture.
Prilikom rada pridržavajte se sljedećih pravila:
Spustite zaštitni štit (stavite naočare);
Provjerite rad stroja u praznom hodu;
Prilikom obrade radnog komada, glatko pomičite rezač;
Pazite da razmak između radnog komada i oslonca alata ne prelazi 5 mm;
Prilikom izvođenja aksijalnog bušenja, pažljivo pričvrstite zadnji dio;
Dok bušite unutrašnju rupu, čvrsto držite rezač u horizontalnoj ravni;
Kontrola dimenzija i kvaliteta obrade kada je radni komad potpuno zaustavljen;
Prilikom završetka dijela brusni papir pričvrstite ga na poseban držač.
Sve kvarove odmah prijavite nastavniku, nakon što isključite mašinu!
Po završetku radova:
Uklonite gotovi dio iz stroja;
Alat i opremu postaviti na posebno određena mjesta;
Očistite radno mesto;
Javite se dežurnom kada je posao završen.
Prilikom rada, ekran za pregled na mašini mora biti spušten.
Ako mašina nema takav ekran, morate nositi zaštitne naočare.
Alat za rezanje se dovodi do radnog predmeta tek nakon što vreteno postigne punu brzinu.
Kada je mašina uključena, zabranjeno je podešavati radni komad, meriti njegove dimenzije ili pomerati komponente mašine.
Nakon isključivanja mašine, nemojte rukama kočiti radni predmet, steznu glavu ili prednju ploču.
Mašina se ne smije ostaviti da radi bez nadzora.
Na kraju rada alat treba staviti na za to predviđena mjesta i četkom pomesti strugotine.
Zabranjeno:
Uključite mašinu bez dozvole nastavnika;
Radi u nedostatku štitnika za pogon remena;
Koristite nepripremljeni radni komad;
Koristite radne komade koji su napukli, mokri ili pokvareni;
Oslonite se na dijelove tokarilice;
Postavite alate i druge predmete na mašinu;
Zaustavite radni komad rukom;
Udaljite se od mašine bez isključivanja.
Čak i ako ne koristite tokarilicu često, ovi savjeti će vam pomoći da naučite kako brzo i jednostavno okretati sve duguljaste dijelove koji su pričvršćeni na centrima.
Prije uključivanja tokarilice
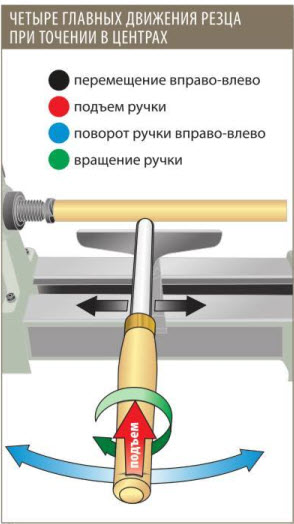
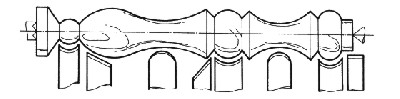
- Bez obzira koliko složeni dio koji je okrenut u centrima može izgledati, bilo koji od njih se sastoji od četiri osnovna oblika, prikazana na slika: valjci, ravni profili, polukružni i trokutasti žljebovi, koji se mogu izmjenjivati u raznim kombinacijama. Prvo biste trebali savladati okretanje svakog oblika pojedinačno, a zatim ih možete početi miješati kako biste stvorili složeniji profil.
- Bez obzira na tip rezača koji se koristi, koristite jedan ili više osnovnih pokreta za formiranje osnovnih oblika. Podignite ručku rezača kako biste utor učinili dubljim ili smanjili promjer obratka. Ljuljajte alat s jedne strane na drugu prilikom okretanja polukružnih žljebova. Rotirajte ručku rezača kako biste pronašli optimalni ugao rezanja prilikom okretanja malih oblika. I pomaknite rezač duž oslonca alata, obrađujući dijelove duž dužine.
Redovnim vježbanjem na ostacima možete usavršiti svoje vještine s rezačem, što će vam pomoći da sačuvate vrijedne radove, a jednako je zabavno kao i okretanje konačne verzije projekta.
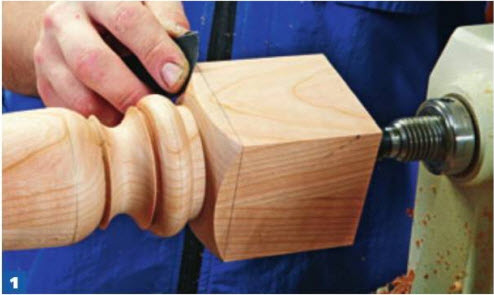
Počinjemo s kvadratnim presjekom. Okretni prelazi
U većini slučajeva obradak za tokarenje ima kvadratni poprečni presjek u središtima. Da biste im dali cilindrični oblik, postavite ih na prednji i stražnji centar tokarilice i obradite ih rezačem s žljebovima.
Ako na gotovom dijelu ostane kvadratni dio, prvo morate strojno obraditi prijelaz s kvadratnog na okrugli dio. Prijelazi se obično prave zaobljeni ili kombinirani (tzv. "jezici"). Bilo koji od njih se može okretati grabljama, ali mi radije pravimo zaobljene prijelaze kosim meisel rezačem, jer kada se pravilno koristi, omogućava vam da dobijete čistiju površinu bez strugotina ili trganja.
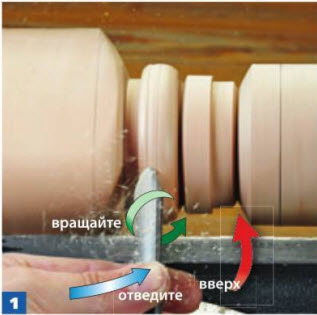
Ako počnete okretanjem prijelaza, onda ako ne uspije, moći ćete pokušati ponovo, zaustaviti mašinu i okrenuti krajeve obratka za 180° kako biste napravili prijelaz na drugu stranu. A oštećeno područje će se tada pretvoriti u okrugli dio. Prvo označite gornju i donju granicu prijelaza na sve četiri strane obratka. Ako je debljine oko 75 mm, podesite brzinu na 1350 o/min i formirajte prijelaz kao što je prikazano na slici ispod. Kada završite ovaj korak okretanja, nastavite sa okretanjem ostatka obratka kako biste mu dali cilindrični oblik pomoću grablja.
Usmjerite vrh meisel rezača prema dolje i lagano dodirnite reznu ivicu obratka, odmaknuvši se oko 12 mm udesno od donje oznake, i napravite rez dubine 2 mm.

Napravite nekoliko rezova za produbljivanje, svaki put pomičući rezač bliže dnu prijelaza.

Stigavši donja ocjena, počnite rotirati rezač u smjeru kazaljke na satu za 90°.
![]()
Koristeći lagane pokrete, režući materijal malo po malo, formirajte krivinu koja počinje od gornje oznake i završava punim krugom na dnu.
Označite referentne prečnike pomoću alata za sečenje
Napravite traku za označavanje sa graničnikom na donjem kraju i nanesite oznake koje ukazuju na položaj svih elemenata profila gotovog dela. Prenesite ove oznake na radni komad kao što je prikazano na donja fotografija. Zatim, pomoću alata za rezanje i čeljusti, izbrusite referentne prečnike.
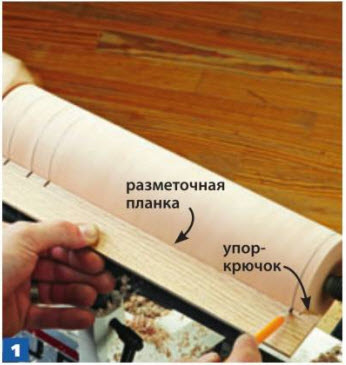
Pričvrstite šipku za označavanje na rotirajući radni predmet, naslanjajući ga na oslonac za alat, pritisnite graničnik kuke na stražnji kraj i označite položaj reljefnih dijelova na radnom komadu.
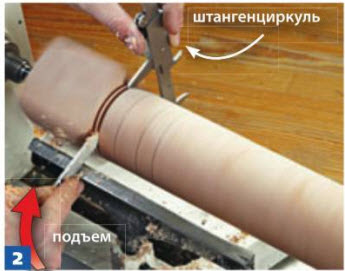
Podesite čeljust na željeni prečnik, postavite je na pravo mesto na glatki deo obrtnog komada i počnite da okrećete referentni prečnik. Kada čeljusti čeljusti zahvate radni predmet, povucite rezač.
Pomoću alata za rezanje napravite kontrolne žljebove za sve elemente, na primjer, za gornji i donji dio asimetričnog utora koji će se kasnije formirati.
Formiranje trokutastih žljebova Meisel glodalom
Izrađuju se na isti način kao i zaobljeni prijelazi, ali u ovom slučaju rezač ne treba okretati. Budući da se obje linije profila konvergiraju u jednoj tački, nema potrebe za korištenjem alata za rezanje za rezanje referentnog promjera. Umjesto toga, obrežite obje strane trokutastog utora naizmjenično meisel rezačem, kao što je prikazano na fotografija.
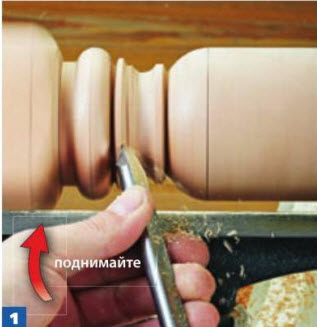
Sa vrhom rezača okrenutim prema dolje, pomaknite ručku ulijevo tako da kos sečiva odgovara kutu utora. Dodirnite rezač radni komad i podignite ručku prema gore.
Napravite isti lagani rez na drugoj strani utora, odvajajući uske trokutaste strugotine od dna.
Praveći rezove naizmjenično lijevo i desno, produbite i proširite žljeb tako da se dobije potreban promjer u njegovoj dubini.
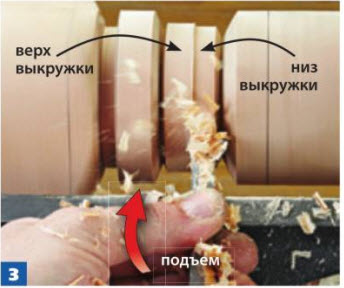
Formiranje perli sa žljebljenim rezačem
Rezači sa žljebovima, koji imaju polukružni vrh i plitki žljeb, odlični su za okretanje konveksnih oblika kao što su valjci. Počnite označavanjem središnje linije valjka (to se može učiniti u prethodnom koraku pomoću trake za označavanje). Zatim postepeno zaokružite obje strane naizmjenično, praveći rezove od središnje linije i počevši ih bliže njoj, kao što je prikazano na fotografija Ispuni sa obe strane ne bi trebalo da utiču na središnju liniju (oznake olovkom se uklanjaju tokom završnog brušenja). Pokreti rezača lijevo i desno trebaju biti zrcalno simetrični.
Postavite rezač sa utorom prema gore, dodirnite kosinu na oštricu radnog predmeta i napravite lagani pokret od sebe i od centra valjka, dok okrećete rezač za četvrtinu okreta.

Uklanjajte materijal pomalo dok ne formirate glatku krivinu od linije olovke do donjeg prečnika ili sledećeg oblika.
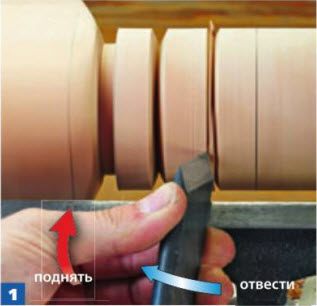
Okretanje polukružnih žljebova slično je formiranju perli
Za okretanje polukružnih žljebova koristite istu tehniku kao i kod okretanja valjaka. Okrenite rezač u smjeru suprotnom od kazaljke na satu kako biste formirali lijevu stranu utora dok pomičete ručku alata ulijevo. Napravite iste pokrete, ali u suprotnom smjeru, kada okrećete desnu stranu utora.
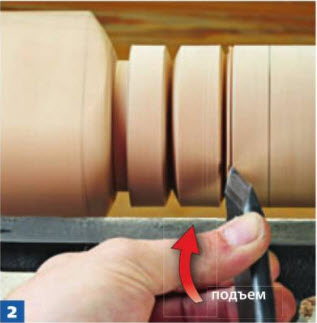
Počnite sa žljebljenim rezačem, lagano ga okrećući na jednu stranu. Dodirnite vrh rezača na radni komad i počnite podizati ručku.

Napravite rezove prema dnu utora dok rotirate rezač, uvlačite i podižete njegovu ručku.
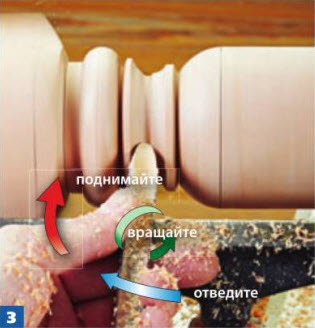
Nastavite raditi dok se ne formira sredina žljeba. Nemojte se zanositi kako ne biste iskrivili oblik i spriječili pucanje.
Sve što je preostalo je da ga ispolirate
Po završetku oblikovanja reljefnih detalja pomoću rezača, brušenjem uklonite njihove tragove. Počnite sa brusnim papirom granulacije 120, a zatim napredujte do brusnog papira sitnije granulacije do 220 granulacije ako je potrebno.

Preostale okrugle oblike izbrusiti abrazivima na tankoj papirnoj podlozi. Omogućava vam da lako obrađujete udubljenja i lomove u slučaju zakačenja, držeći prste neozlijeđenim.

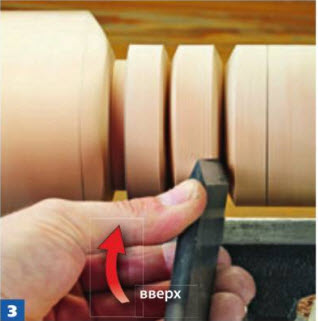
Brušenje okruglih dijelova na tekućem strugu je mnogo brže nego ručno, ali istovremeno na površini ostaju poprečne oznake (slika 3). Da biste ih uklonili, isključite mašinu i dodatno izbrusite dio ručno, radeći u smjeru zrna brusnim papirom uz postupno smanjenje zrna (slika 4).
Kompleksne metode ugradnje obradaka na strug uključuju: ugradnju u 4-čeljusnu ne-samocentrirajuću steznu glavu, na čeonu ploču, kvadrat, u stabilne oslonce i ugradnju obradaka pri obradi ekscentričnih dijelova. Svi oni zahtijevaju ili posebno podešavanje uređaja ili poravnanje radnog komada u odnosu na os rotacije.
§ 1. Obrada u steznim glavama sa 4 čeljusti
Za pričvršćivanje neobratnih predmeta, odljevaka i otkovaka s neravnim površinama i nekih drugih radova koriste se 4-čeljusne stezne glave sa neovisnim kretanjem čeljusti.
Kov (sl. 236). Sastoje se od tijela 2, nosača 3, vijaka 4 i brega 5. Bregasti se mogu koristiti kao direktni ili reverzni. Stezanje i centriranje radnih komada u takvim steznim glavama izvode se odvojeno. Stezna glava se montira na kraj vretena sa navojem pomoću adapterske prirubnice 1. Za mašine sa dizajnom vretena sa prirubnicom, rupa za montažu se pravi direktno u telu stezne glave.
Telo stezne glave sa 4 čeljusti može se koristiti kao prednja ploča za montažu i pričvršćivanje radnih komada sa obrađenom površinom ležaja. U tu svrhu ima duguljaste žljebove za ugradnju vijaka za pričvršćivanje. Patrone se proizvode razne veličine*sa spoljnim prečnikom od 160 do 1000 mm.
Posebnost obrade radnih komada u takvim stezaljkama je potreba da se os obrađene površine poravna s osom stezne glave (vretena). To se radi provjeravanjem obradaka prema liniji krede ili oznakama,
U prvom slučaju (Sl. 237, a) komad krede se dovodi na površinu sporo rotirajućeg obratka koji se poravnava i njegova koncentričnost sa osom rotacije određuje se prema vrsti tragova kredom. Kako biste izbjegli oštećenje ruku, blok krede se postavlja približno u visini ose obratka sa blagim nagibom prema dolje, a za veću stabilnost desnu ruku podupire lijevom. Ako su oznake locirane duž cijelog obima, što je vrlo rijetko prilikom prve provjere, onda položaj obratka 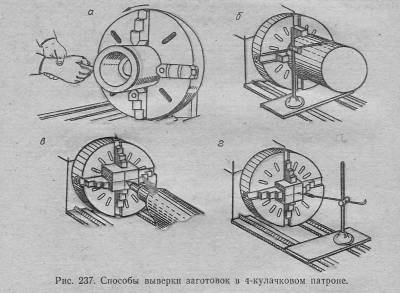
Tačno.
Kada oznaka ostane samo na maloj površini površine koja se ispituje, položaj obratka se podešava pomicanjem gredica nasuprot oznake.
Ako radni komad ima relativno ravnu ili prethodno obrađenu površinu, onda se slično poravnanje izvodi s ravninom stola, kao što je prikazano na sl. 237, b. Igla merača površine, postavljena na posebnu ploču ili gornju ravan poprečnog klizača, dovodi se na površinu koja se ispituje sa malim razmakom i pri malim brzinama vretena utvrđuje se njena ujednačenost po obodu. položaj obratka u steznoj glavi pomicanjem odgovarajućih bregova, osigurava se da je manja promjena zazora. Tada je naslov konačno fiksiran.
Prema drugoj metodi, poravnavanje se vrši prema oznakama na kraju obratka pomoću stražnjeg središta ili mjerača debljine.
Vrh zadnjeg središta umetnut je u probušeno udubljenje na mjestu presjeka linija za označavanje centra (Sl. 237, c), radni komad se pritisne centrom na kraj tijela patrone i učvrsti ekscentrima u tom položaju. .
Prilikom kalibracije s mjeračem površine (sl. 237, d) se ugrađuje na. ravnina poprečnog klizača čeljusti ili posebna ploča. Igla mjerača, postavljena na visini vrha stražnjeg središta, dovodi se do središnjih linija kraja obratka i poprečnim pomicanjem se redom provjerava položaj svake linije. U ovom slučaju, kada se radni komad zakrene za 180°, središnja linija treba da bude poravnata s vrhom igle mjerača debljine cijelom svojom dužinom.
Ova podešavanja se vrše samo pri proizvodnji prvog dela iz serije. Preostali delovi su pravilno orijentisani u steznoj glavi sa 4 čeljusti pritiskom na dve susedne čeljusti, koje se ne pomeraju kada se obradak odvoji.
§ 2. Obrada na prednjoj ploči i kvadratu
Dijelovi bilo kojeg oblika, kao što su poluge ili kućišta, koji se ne mogu pravilno ugraditi u steznu glavu s 4 čeljusti, pričvršćeni su za prednju ploču. Ova metoda ugradnje se također koristi ako je potrebno održavati strogu okomitost ose površine koja se obrađuje na kraj ili podnožje dijela.
Prednja ploča 1 (Sl. 238) je disk od livenog gvožđa sa glavčinom, ojačan na poleđini sa ukrućenjima,
Rupe za glavčinu izrađuju se prema obliku prednjeg kraja vretena na koji se postavlja i učvršćuje prednja ploča.
Prednji kraj prednje ploče je strogo okomit na njegovu os. Ima T-oblik i prolazne žljebove za montažne vijke. Prednja ploča podsjeća na tijelo stezne glave s 4 čeljusti, koja se ponekad koristi u istu svrhu.
Radni komad se pritišće na kraj čeone ploče pomoću stezaljki i vijaka, a da bi se spriječilo pomicanje tokom obrade dodatno se pritiska bočnim osloncima. Takvo pričvršćivanje je prikazano na sl. 238. Deo 4 je pritisnut na prednju ploču sa dve stege 2 i vijcima 3. Prednji kraj obujmice leži na delu, zadnji kraj na postolju 8. Bočni oslonci ovde su šrafovi 6, koji su pričvršćeni u kvadrate 5 na prednju ploču. 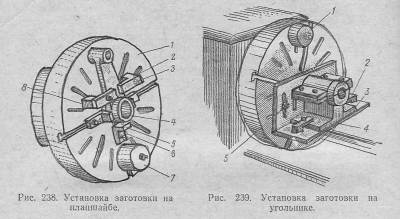
Radni predmeti instalirani na prednjoj ploči moraju imati čisto obrađeni kraj nosača (okrenut prema prednjoj ploči). Kada ih osiguravate, morate se pridržavati sljedećih pravila.
1. Stezne vijke treba postaviti što bliže dijelu kako bi se stvorilo trajnije pričvršćivanje.
2. Zategnite matice dijagonalnim redoslijedom, prvo labavo, a zatim potpuno.
3. Ako je moguće, postavite stezaljke u područja dijela koji su oslonjeni na prednju ploču.
4. Ako je nemoguće održati treće pravilo, nemojte previše zatezati matice kako biste izbjegli savijanje dijela.
5. Odaberite potporne stalke takve visine da se stezaljke 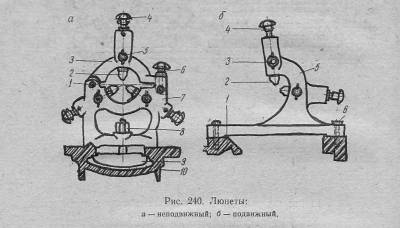
bili smješteni paralelno s radnom ravninom prednje ploče.
Prvi blank iz serije se poravnava na prednjoj ploči koristeći iste metode kao kod stezne glave sa 4 čeljusti. Uz blago stisnute matice, može se pomicati u bilo kojem smjeru laganim udarcima čekića. Preostali radni komadi su pravilno orijentisani bočnim nosačima.
Ako je težište obratka pomaknuto od ose rotacije, koristi se balansiranje s protutegom 7 (Sl. 238). Balansiranje se vrši ovim redoslijedom. Protivteg je prvo pričvršćen za prednju ploču na određenoj udaljenosti od njene ose, suprotno od težišta radnog komada. Zatim, odvajajući vreteno od mehanizma mjenjača, ručno okrenite prednju ploču. Ako se potonji zaustavi u različitim položajima, onda je balansiranje ispravno. U suprotnom, protuteg se pomiče u željenom smjeru od ose rotacije i balansiranje se ponovo ponavlja.
Delovi sa paralelnim ili ugaonim rasporedom ose površine koja se obrađuje na osnovu montiraju se na kvadrat 4 (Sl. 239), koji je pričvršćen za prednju ploču vijcima i maticama 5. Deo 3 (u ovom slučaju ležaj kućište) je pak pričvršćeno na horizontalnu policu kvadrata stezaljkama 2 i balansirano protutegom 1.
Poravnavanje prvog radnog komada iz serije zajedno s kvadratom vrši se pomoću jedne od gore navedenih metoda pomoću oznake kredom ili označavanjem.
Može se koristiti i za ove radove. Stezna glava sa 4 čeljusti, čija je jedna čeljust zamijenjena kvadratom.
§ 3. Obrada u lunetama
Lunete su dodatni potporni uređaji koji se koriste pri obradi nekrutih osovina.
Osovine čija dužina prelazi 12-15 prečnika obično se smatraju nekrutim. Takvi dijelovi se pod utjecajem sile rezanja i vlastite težine savijaju i vibriraju, što uzrokuje lomljenje rezača, pogoršava kvalitet obrade i dovodi do smanjenja režima rezanja. Osim toga, otklon dijela može uzrokovati nesreća kao rezultat njegovog izvlačenja iz centara.Stoga, kako bi se osigurala sigurnost i povećala produktivnost rada, dugačka osovina se podupiru stabilnim osloncima.
Strugovi su opremljeni stabilnim osloncima opće namjene dva tipa - fiksni i pokretni.
Fiksni stabilni oslonac (Sl. 240, a) sastoji se od osnove 7, poklopca sa šarkama 3 i tri grebena 2 sa nezavisnim kretanjem. Stabilni oslonac je postavljen na srednje vodilice rama 10 i osiguran držačem 9, koji je zavrtnjem i navrtkom 8 pritisnut na izbočine vodilica. Bregasti se mogu radijalno pomicati vijcima okretanjem ručki 4 i osiguran u traženom položaju stezaljkama 5. Poklopac 3, povezan sa bazom osom 1, kada se otpusti stezaljka 6 može se odbaciti da bi se dio ugradio u ostatak. Vrhovi brega su zamjenjivi. Oni 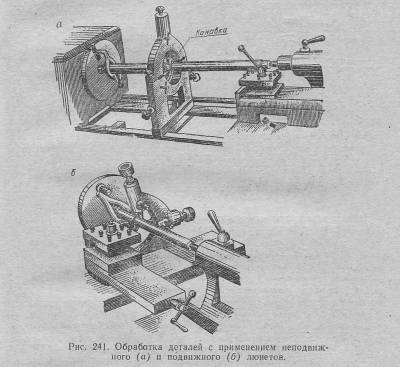
od livenog gvožđa ili bronze. Za rad pri velikim brzinama rezanja umjesto njih se ugrađuju kotrljajni ležajevi.
Pokretni stabilni oslonac (Sl. 240, b) sastoji se od tijela 5, čiji je gornji dio savijen udesno, i dva podesiva brega 2 sa nezavisnim kretanjem. Potonji se može pomicati i učvrstiti u željenom položaju pomoću ručki 4 i 3. Stabilni oslonac je postavljen i pričvršćen vijcima 6 na lijevoj strani nosača 1 čeljusti.
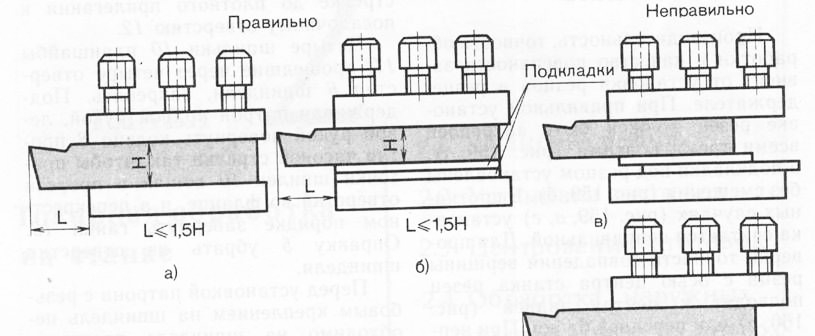
Razmotrimo obradu dijelova pomoću luneta (Sl. 241).
Prije ugradnje radnog komada u stacionar, na njemu se malo obradi plitak žlijeb (otprilike u sredini) 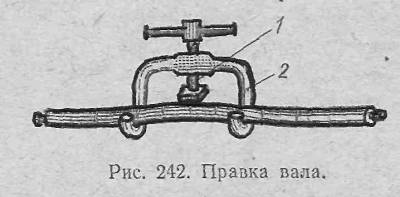
širi od ostalih bregova kako bi se eliminisalo oticanje ove površine. Da bi se izbjeglo otklanjanje obratka, žljeb se obrađuje kontinuiranim graničnikom s negativnim kutom nagiba glavne oštrice. Dubina rezanja i uvlačenje treba biti mala.
Vrlo duga osovina može se saviti čak i ako je žljeb pažljivo obrađen. U ovom slučaju, žljeb se prvo obrađuje malo bliže uzglavlju, na ovo mjesto se postavlja stabilan oslonac, a zatim se pravi drugi žljeb u sredini dijela.
Nakon toga, postolje se postavlja i pričvršćuje na okvir tako da se nalazi nasuprot utora osovine. Njegovi bregovi se ravnomjerno, bez jakog pritiska, dovode na površinu utora i učvršćuju. Prilikom izvođenja ovih radnji treba uzeti u obzir mogućnost otklona dijela u slučaju neravnomjernog pritiskanja bregova. Da bi se to izbjeglo, bregovi stabilnog oslonca mogu se prvo postaviti na kratki rukavac, koji je strojno obrađen na kraju osovine u stražnjem centru. Promjer takvog dodatnog vrata se izrađuje prema promjeru utora za bregaste postolje.
Prilikom proizvodnje serije dijelova, zgodno je postaviti stabilne grebene jednom, prije rada, na kratki kruti trn.
Nakon fiksiranja radnog komada na mašini, prvo izbrusiti jednu polovinu osovine (do ostatka), a zatim, nakon ponovne ugradnje, preostali dio. Stabilni oslonac se postavlja drugi put na tretiranu površinu osovine. Da bi se smanjilo trenje, žljeb ispod stabilnih gredica je podmazan uljem.
Fiksni stabilni oslonci se također koriste za oblaganje, centriranje i obradu rupe na kraju dugačkog vratila ako se potonji ne uklapa u otvor vretena. U ovom slučaju osovina 
jedan kraj je fiksiran u steznu glavu, a drugi je ugrađen u zupce postolja.
Pomični stabilni oslonac koristi se pri obradi dugih cilindričnih površina. Njegove bregove nalaze se desno od sjekutića na udaljenosti od 10-15 mm. Potreban pomak rezača izvodi se pomoću gornjeg klizača čeljusti.
Na obrađenu površinu prvog dijela iz serije ugrađuju se bregovi pokretnog postolja. Da bi se to postiglo, prvo se na njegovom kraju izbrusi mali dio dužine 20-25 mm do potrebnog promjera, na koji se približe bregovi lunete. Ako se radovi izvode bez hlađenja, potrebno je povremeno polizati tretiranu površinu uljem ispred stabilnih gredica.
Nekruta duga osovina, čak i kada se obrađuju u stabilnim odmorima, rezultiraju skretanjem. Stoga se prije završetka brušenja ispravljaju. Uređivanje se vrši korišćenjem ispravne zagrade (Sl. 242) na sledeći način. Komad krede se iznosi na površinu osovine koja se rotira u centrima na različitim mjestima duž svoje dužine, a na njemu ostaju tragovi krede koji pokazuju mjesto otklona. Ako su sve oznake na jednoj strani osovine, onda je otklon jednostrani.
Lokacija najvećeg otklona određena je veličinom luka traga krede. Tamo gdje je otklon najveći, dužina luka je najkraća. Na ovo mjesto ugradite vijak 1 ispravnog nosača 2, kao što je prikazano na sl. 242. Pošto se osovina blago produžava tokom ispravljanja, zadnji centar slijedi prije toga 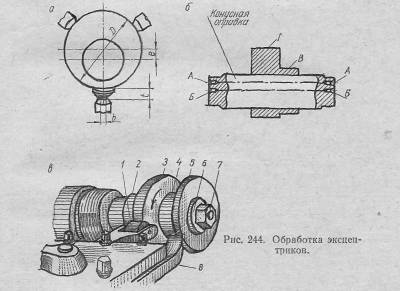
malo olabavite.
Često osovina ima složen otklon u različitim smjerovima. U ovom slučaju, dominantni smjer otklona nalazi se na tragovima krede. Prvo se koriguju područja u kojima je smjer otklona suprotan od preovlađujućeg kako bi se dobio opći jednostrani otklon. Zatim se osovina ispravlja kako je gore navedeno.
§ 4. Obrada ekscentričnih delova
Takvi dijelovi uključuju ekscentrike, ekscentrike i radilice (sl. 243). Karakterizira ih prisustvo površina s paralelnim pomaknutim osama. Količina pomaka osi naziva se ekscentricitet.
Obrada ekscentričnih delova na strugovima može se izvesti: 1) c. 3-čeljusna stezna glava; 2) na trnu; 3) u steznoj stezi sa 4 čeljusti ili na prednjoj ploči; 4) fotokopir aparatom; 5) u raseljenim centrima; 6). pomoću centrifuga.
Obrada ekscentrika. Kratki ekscentrici se mogu obraditi na jedan od prva četiri načina.
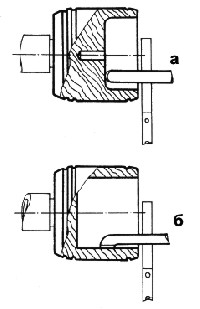
Kod stezne glave s 3 čeljusti, os ekscentrične površine koja se obrađuje poravnava se s osom rotacije postavljanjem obloge ispod jedne od čeljusti stezne glave (Sl. 244, a). Njegova debljina se može odrediti s dovoljnom preciznošću za praksu korištenjem formule
Da bi se smanjile greške u instalaciji, preporuča se izrezati oblogu od prstena, čija je rupa napravljena duž promjera obratka. Na konveksnoj strani obloge uglovi su izrezani tako da je noseća platforma b manja od širine radne površine grebena.
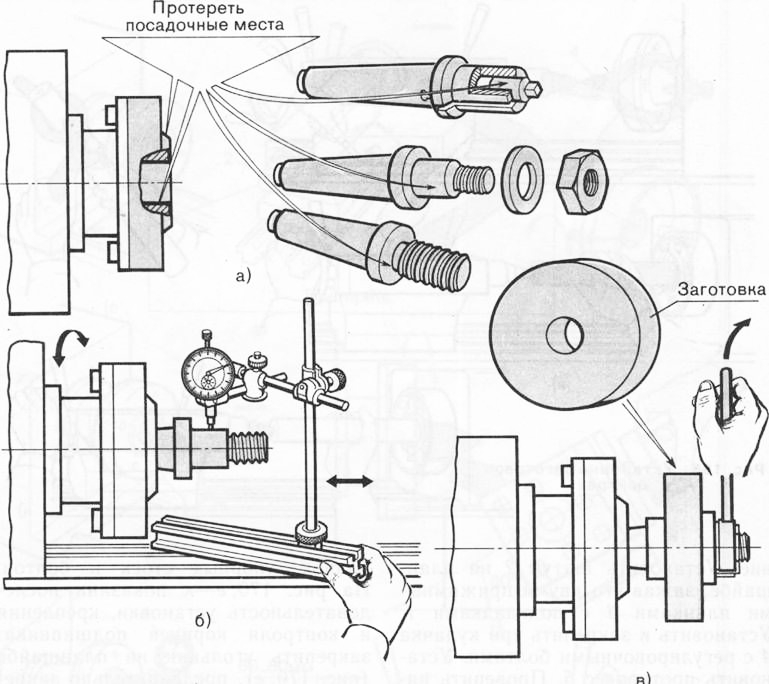
Ako ekscentrični radni komad ima prethodno napravljenu rupu, obrađuje se ugradnjom na trn (sl. 244, b). Na krajevima potonjeg nalaze se dva para centralnih rupa, pomaknutih za iznos ekscentriciteta. Prerada se vrši u dvije instalacije u centrima. U prvoj instalaciji, površina G je brušena u odnosu na rupe A-A, u drugoj 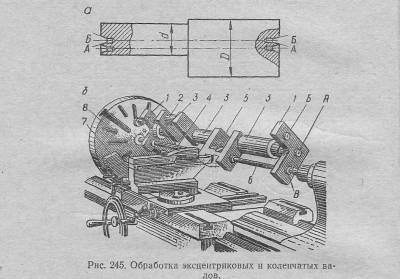
Površina B je brušena u odnosu na rupe B-B.
Pomaknuta površina ekscentrika se također može obraditi sa 4-čeljustnom steznom glavom ili montažom na prednju ploču. U ovom slučaju, na kraju obratka, položaj površine koja se obrađuje određuje se oznakama, a zatim se njena os poravnava sa osom vretena pomoću jedne od metoda opisanih na Sl. 237, vig.
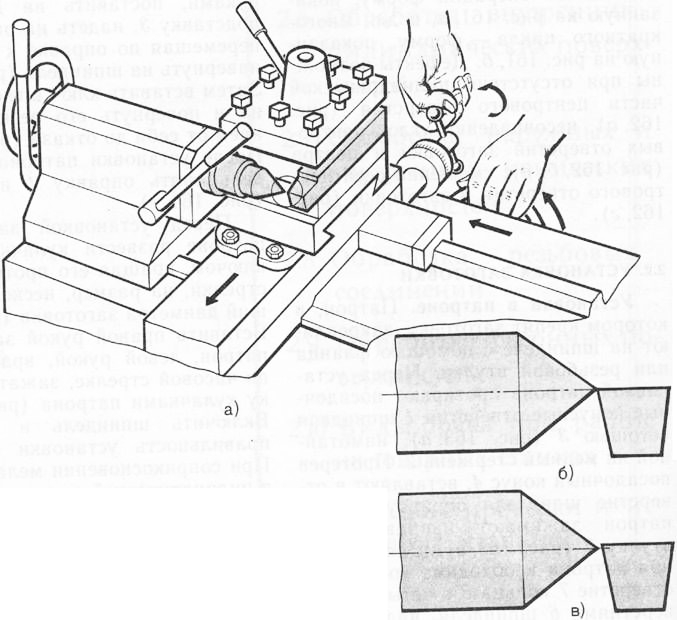
Prilikom okretanja ekscentrika na kopir mašini (Sl. 244, c), na trn 2 se ugrađuju kopir 3, srednja čaura 4, radni komad 5, podloška 6, pričvršćena navrtkom 7. Trn se ugrađuje sa konusnom drškom u otvoru vretena i pritegnutom dugim vijkom ili pritisnutim stražnjim središtem. U držač alata su pričvršćeni široki valjak 1 i rezač 8. Valjak je čvrsto pritisnut uz kopir mašinu pomoću opruge ugrađene u oslonac umjesto zavrtnja za poprečno uvlačenje. Kada je uključeno uzdužno pomicanje nosača, rezač će brusiti dio duž profila kopir mašine.
Obrada ekscentrika i radilice. Površine takvih osovina se obrađuju u ofsetnim centrima, ako se postavljaju na krajeve dijela, ili pomoću centralnih pomaka.
Prva metoda je prikazana na sl. 245, a. Da bi se to postiglo, radni komad se prvo bruši u normalnom stanju centrira A-A do prečnika D. Drugi par centralnih rupa B-B se označavaju i probijaju na krajevima obratka, nakon čega se buše. Za male izratke to se može učiniti ručnim centriranjem na strugu. U ovom slučaju, bušilica za centriranje se ugrađuje u vreteno mašine pomoću stezne glave, a radni komad, koji se drži u lijevoj ruci, podupire se probušenim udubljenjem na stražnjem središnjem dijelu i dovodi naprijed do bušilice pomicanjem stražnjeg pera.
Za velike radne komade, pomaknute središnje rupe izrađuju se na mašinama za centriranje ili pomoću posebnog uređaja - uboda mašine za bušenje.
Ako je ekscentricitet velik i ne dopušta postavljanje pomaknutih središnjih rupa na kraju dijela, oni se izrađuju u uklonjivim središnjim mjenjačima, koji se montiraju na predokrenute krajnje rukavce osovine. U ovom slučaju, pomakni par središnjih rupa mora biti smješten striktno u istoj dijametralnoj ravnini. Primjer ove metode obrade radilice prikazan je na Sl. 245, b. Glavni nosači 3 su brušeni prilikom ugradnje radnog komada duž središnjih otvora A-A središnjih mjenjača 7, klipnjača 2 i 5, respektivno, u pomaknutim središnjim rupama B-B i B-C.
Balansiranje neuravnoteženih dijelova vrši se protutegom 7, koji je pričvršćen na pogonsku prednju ploču 8, a krutost osovine se povećava pomoću odstojnih šipki 4 i 6.
Ugradnja radnog komada
TO kategorija:
Okretanje
Ugradnja radnog komada
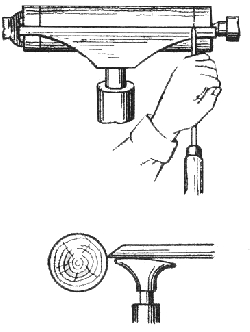
Ugradnja u kertridž. Stezna glava u kojoj je radni komad pričvršćen je pričvršćen za vreteno pomoću prirubnice ili navojne čaure. Prije ugradnje stezne glave, obrišite stožaste rupe vretena krpom namotanom oko bakrene šipke. Nakon što obrišete konus za sjedenje, umetnite trn u otvor vretena i stegnite vodeću čahuru u steznu glavu. Da biste pričvrstili natron, morate poravnati rupu prstena sa četiri rupe vretena, staviti uložak na trn, pomičući ga u smjeru strelice dok se čvrsto ne uklopi u montažni otvor.
Učvrstite četiri klina prednje ploče koji prolaze kroz četiri rupe vretena. Podupirući uložak desnom rukom, lijevom rukom okrenite prsten u smjeru suprotnom od kazaljke na satu tako da žljebovi klinova uđu u proreze rupa na prirubnici i zategnite matice poprečno. Uklonite trn iz otvora vretena.
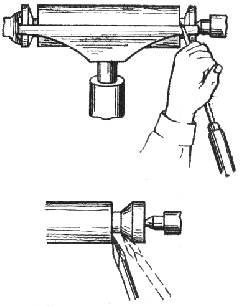
Prije ugradnje navojne stezne glave na vreteno, potrebno je očistiti navoje na vretenu. Zatim umetnite trn u otvor vretena i stegnite vodeću čahuru u steznu glavu. Prilikom ugradnje stezne glave prečnika većeg od 320 mm, potrebno je da je uzmete obema rukama, stavite na drveno postolje, stavite na trn i, pomerajući ga duž trna prema vretenu, zašrafite na vreteno . Zatim umetnite ključ u utičnicu stezne glave i okrenite ga oštrim pokretom od sebe dok se ne zaustavi. Nakon ugradnje stezne glave na vreteno, uklonite trn i čahuru.
Prije ugradnje radnog predmeta u steznu glavu, otvorite čeljusti stezne glave ključem, okrećući ga u smjeru suprotnom od kazaljke na satu, do veličine malo veće od promjera obratka. Desnom rukom umetnite radni predmet u steznu glavu, a lijevom rukom, okrećući ključ u smjeru kazaljke na satu, stegnite radni predmet čeljustima stezne glave. Uključite vreteno i provjerite da li je radni komad pravilno postavljen. Kada kreda dođe u dodir s krajnjom i cilindričnom površinom rotirajućeg obratka, na njemu bi se trebale formirati pune linije. Ako se ispostavi da su linije isprekidane, centrirajte radni komad laganim udarcima čekićem. Ako čvrsta linija krede ne radi.
Rice. 159. Pričvršćivanje glodala u držač alata
Rice. 160. Dijagram provjere podudarnosti vrha rezača sa osom centra mašine
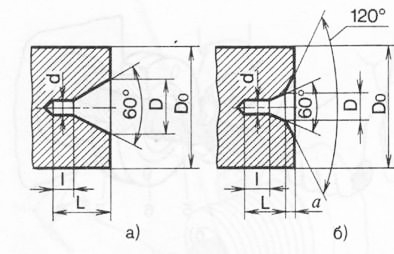
Rice. 161. Centralne rupe
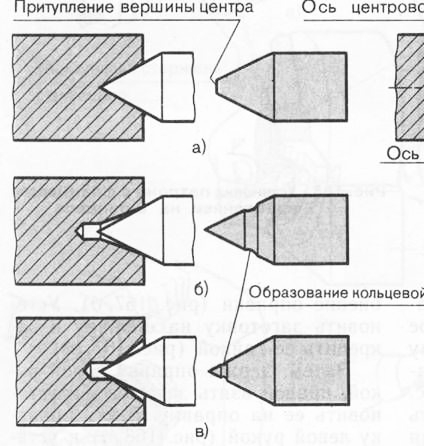
Rice. 162. Defekti pri centriranju radnih komada
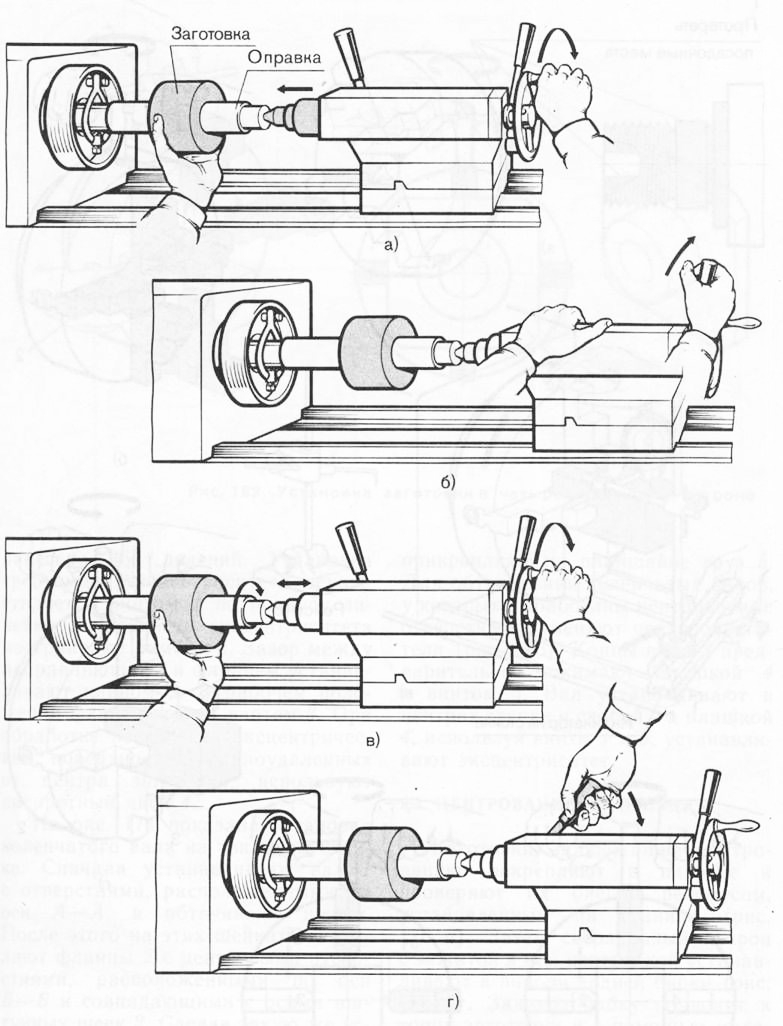
Instalacija radnog komada u centrima.
Prije ugradnje centara i pogonske stezne glave na mašinu, potrebno je krpom obrisati konusne rupe na vretenu i repu, stezaljci, pogonskoj steznoj glavi i centrima (Sl. 166, a). Umetnite centar u otvor vretena (Sl. 166.6), uključite vreteno i provjerite središnji odvod pomoću indikatora (Sl. 166, c). Ako centar ima izbočenje, onda ga treba ponovo postaviti ili naoštriti okretanjem gornje čeljusti pod uglom od 60° (Sl. 166, d). Da biste ugradili centar u repno pero, pi-nula se mora izvući 60-80 mm (Sl. 166, (5) i lijevom rukom ubaciti centar u rupu na peru.
Da biste provjerili da li je središte pravilno postavljeno, desnom rukom okrenite ručicu za montažu stražnjeg stožera prema sebi i pomaknite je. do uzglavlja; Pomoću ravnala provjerite podudarnost centara (Sl. 166, e). Ako se centri ne poklapaju, pomaknite tijelo stražnjeg dijela dok se ne poravna (Sl. 166, g) i pomaknite stražnji dio u prvobitni položaj. Pričvrstite pogonsku steznu glavu na vreteno na isti način kao pričvršćivanje stezne glave s tri čeljusti. Ubacite radni komad lijeva ruka, desnom rukom ugradite obujmicu na njega i pričvrstite ga ključem (Sl. 166, h). Kada radite sa nerotirajućim centrom, podmažite središnji otvor okrenut prema stražnjem centru. Stavite radni komad lijevom rukom u prednji centar (Sl. 166, i), a desnom rukom pomičite zadnji dio dok stražnji centar ne dodirne središnji otvor obratka. Zatim polugom pričvrstite stražnji nosač. Dok desnom rukom rotirate zadnji zamašnjak, lijevom rukom lagano okrenite radni komad. Osigurajte pero u položaju u kojem se radni predmet slobodno okreće u centrima, ali nema uzdužno kretanje (Sl. 166, j).
Ugradnja radnih komada u trnove. Na strugu se trnovi ugrađuju u vreteno ili u središta. Prije ugradnje potrebno je krpom obrisati rupe vretena i trna (Sl. 167, a). Desnom rukom uzmite trn i umetnite ga u otvor vretena. Instalirajte indikator na ram i provjerite otpuštanje trna (sl. 167.6). Stavite radni komad na trn i pričvrstite ga navrtkom (Sl. 167, c).
Zatim, držeći trn lijevom rukom, desnom uzmite radni komad i stavite ga na trn. Uzmite trn lijevom rukom (Sl. 168, a) i postavite ga u prednji centar. Desnom rukom poravnajte centre vretena i stražnje šipke. Osigurajte stražnji dio svojom desnom rukom, okrećući ručku od sebe (Sl. 168.6). Okrećući trn lijevom rukom, desnom rukom pomičite pero dok se ne ukloni razmak između centara (Sl. 168, c). Nakon toga, pričvrstite pero stražnje batine (Sl. 168, d).
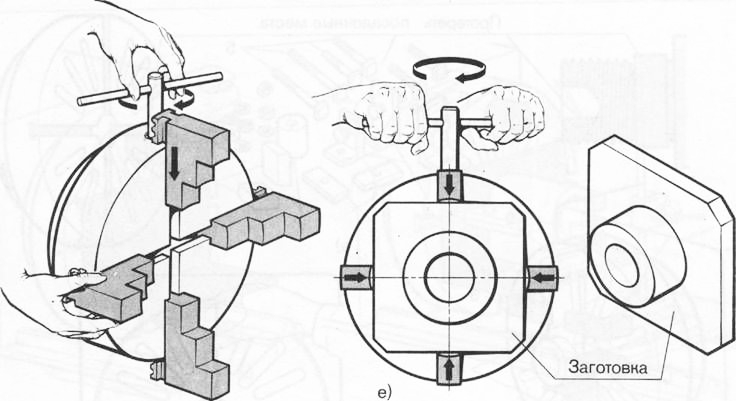
Ugradnja radnog komada u steznu glavu sa četiri čeljusti. Asimetrični radni komadi se često stežu u steznu glavu sa četiri čeljusti. Pre ugradnje stezne glave na mašinu, potrebno je krpom obrisati navoje i rupe vretena i stezne glave (Sl. 169, a). Umetanjem ključa u nastavak za steznu glavu (Sl. 169.6), pomaknite čeljusti 1-4 na veličinu radnog komada. Desnom rukom uzmite radni predmet, umetnite ga u steznu glavu i lagano pričvrstite. Ugradite postolje sa indikatorom ili meračem površine na okvir (Sl. 169, c). Radni komad se centrira naizmjeničnim otpuštanjem jednog i zatezanjem suprotnog (sl. 169, d). Nakon centriranja radnog predmeta u jednom dijelu, oni prelaze na centriranje radnog komada osiguranog drugim parom gredica. Nakon postizanja potrebne točnosti ugradnje, bregovi se ponovo stežu jedan po jedan. Prilikom obrade obradaka istog tipa (sl. 169, 6), nakon obrade jednog radnog komada, on se otpušta okretanjem brega 1 i 2 za veličinu zazora a1 i a2. Sljedeći radni predmet se stegne istim zupcima, bez dodirivanja druga dva brega 3 i 4. Prilikom pričvršćivanja velikog radnog predmeta, bregovi se skidaju sa stezne glave i postavljaju sa unutrašnje strane (Sl. 169, e).
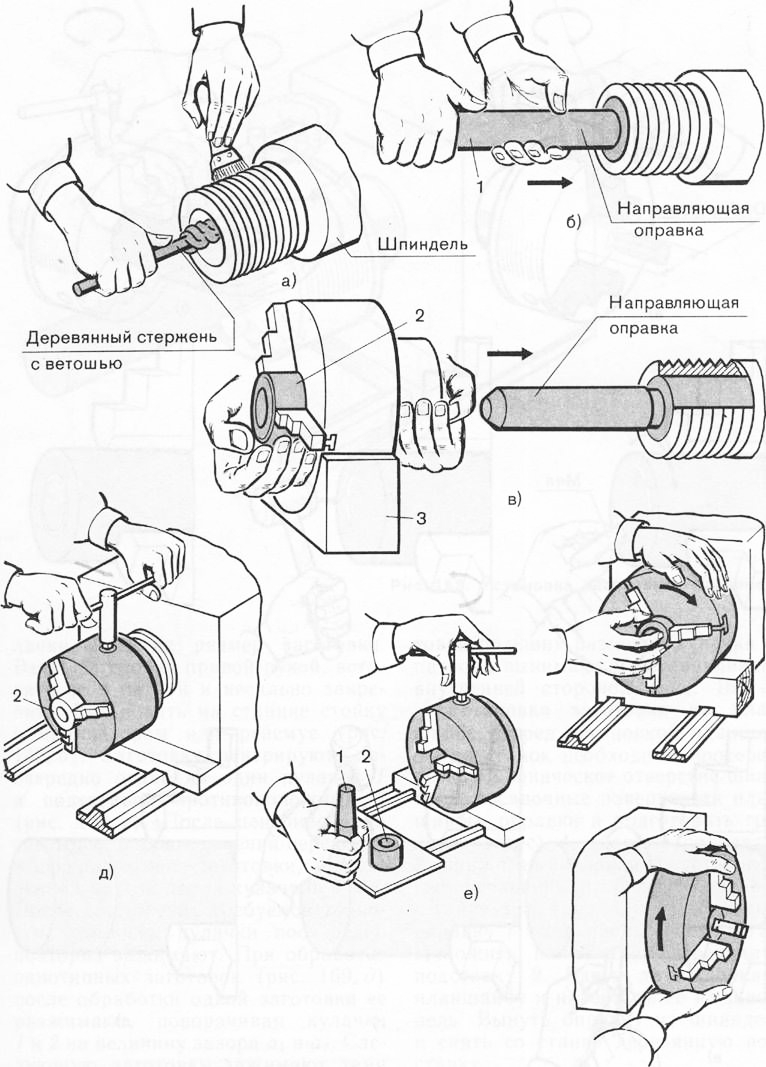
Fig. 164. Ugradnja stezne glave s navojem na vreteno
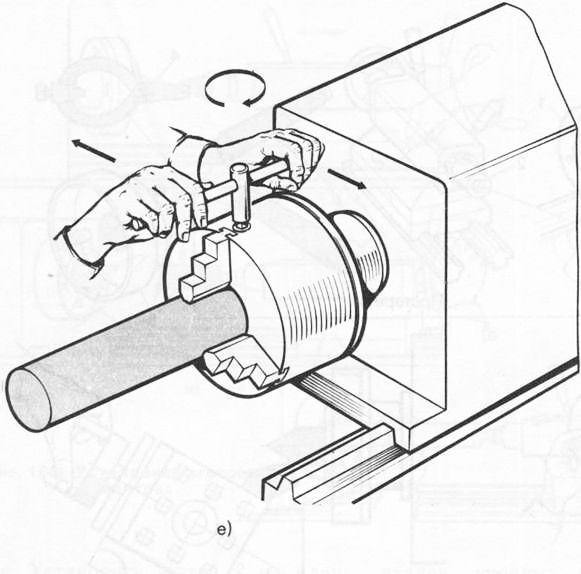
Fig. 165. Ugradnja radnog komada u steznu glavu
Ugradnja radnog komada na prednju ploču. Prije ugradnje prednje ploče na mašinu, potrebno je obrisati navoje i konusni otvor vretena, montažne površine prednje ploče, trnove i pripremiti teret (protivteg), potporne jastučiće, stezne trake, uglove za ugradnju, vijke, podloške sa maticama (Sl. 170, a). Ubacite trn u vreteno (sl. 170.6). Postavite drveni stalak na krevet. Uzmite prednju ploču s obje ruke i zašrafite je na vreteno. Skinite trn sa vretena i skinite drveno postolje sa mašine.
Na sl. 170, c prikazuje ugradnju klipnjače na prednju ploču i njeno pričvršćivanje. Ugradite klipnjaču na prednju ploču, pričvrstite je s dvije stezne šipke s jastučićima. Ugradite i učvrstite tri grebena pomoću vijaka za podešavanje. Ugradite protivuteg. Provjerite pomoću indikatora da li je instalacija ispravna. Ponekad morate obraditi izratke čiji oblik ne dozvoljava da se ugrade na prednju ploču. U tim slučajevima koristite kvadrat. Na sl. 170.g prikazuje ugradnju cijevi na koljeno. Kvadrat je pričvršćen za prednju ploču vijcima ugrađenim u utore prednje ploče. Cijev se postavlja pod kutom i učvršćuje steznim trakama i vijcima. Kako bi se eliminirao neravnoteža prednje ploče, instaliran je uteg. Ispravna ugradnja se provjerava indikatorom ili mjeračem debljine (Sl. 170, d).
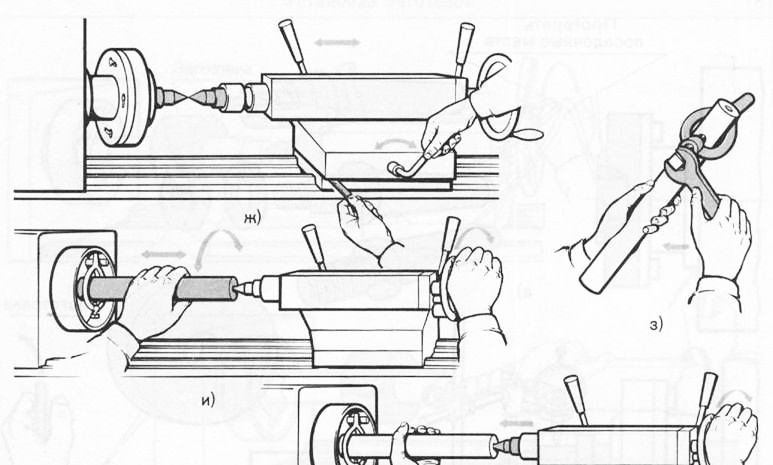
Fig. 166. Ugradnjom radnog komada u centre
Na sl. 170, e-o prikazuje metode za pričvršćivanje gotovih asimetričnih dijelova na prednju ploču pomoću kvadrata, steznih traka, potisnih stupova i vijaka. Na sl. 170, e-k prikazuje redoslijed ugradnje, pričvršćivanja i upravljanja kućištem ležaja: pričvrstite kvadrat na prednju ploču (Sl. 170, f), nakon što ste prethodno pričvrstili kućište ležaja steznim trakama (Sl. 170, jf), provjerite sa merač debljine za ispravnu ugradnju (Sl. 170, e-k) h), proverite ispravnu montažu dela (Sl. 170, i) i na kraju pričvrstite deo na kvadrat (Sl. 170, j).
Na sl. 170, l-o prikazuje sekvencijalnu instalaciju i pričvršćivanje na prednjoj ploči dijela kao što je ploča s izbočinama. Pričvrstite ploču na prednju ploču pomoću steznih šipki, potisnih stubova i vijaka (sl. 170, l), provjerite ispravnost postavljanja ploče u rupu (sl. 170, l) i tačnost ugradnje dijela (sl. 170, n), konačno pričvrstite ploču na prednju ploču (Sl. 170, o).
Ugradnja radnog komada u stabilan odmor. Prije ugradnje radnog komada u postolje, potrebno je obraditi vrat ispod zupčanika postolja (Sl. 171, a). Obrišite sedišta stabilnog naslona krpom (Sl. 171, b). Pomaknite bregove 1 sa zavrtnjima 2 na veličinu jednaku prečniku obrađenog vrata radnog komada i preklopite poklopac. Ugradite tijelo postolja (Sl. 171, c) na okvir uz vrat A obratka i osigurajte postolje pomoću šipke i matice.
Kod tokarenja dugih predmeta koriste se pokretni oslonci sa samo dva grebena (Sl. 171,d). U tom slučaju, postolje se postavlja i pričvršćuje na poprečni nosač mašine. Ugradnja pokretnog postolja i obrada osovine pomoću postolja prikazana je na sl. 171, g. Obrada dugih tankih dijelova ponekad se izvodi korištenjem čahura za stabilan odmor ugrađenih u konzole i pričvršćenih u držač alata. Prilikom obrade dugih obradaka koji nisu kruti, ispred rezača se postavlja šipka sa čahurom pričvršćenom u držaču alata (Sl. 172).
Pričvršćivanje ekscentričnih obradaka. Radni predmet se ugrađuje u samocentrirajuću steznu glavu (Sl. 173), postavljenu na rotirajući disk, duž čijeg je obima primijenjeno 360 podjela. Potreban ekscentricitet se postavlja pomoću vijka duž noniusa ravnala. Preciznost ekscentriciteta se podešava pomoću točkića. Razmak između vodilica i prirubnice je postavljen klinom. U radnom položaju prirubnica je pričvršćena vijkom. Pri obradi nekoliko ekscentričnih površina jednako udaljenih od središta obratka koristi se rotirajući disk.
Rice. 167. Radni komad se ugrađuje u trnove
Rice. 168. Uspostavljanje prava na gotov proizvod u centrima
Rice. 169. Ugradnja radnih komada u četvorodelnu steznu glavu
Na sl. 174 prikazuje ugradnju radilice na strug. Prvo ugradite osovinu s rupama osovine A-A, i samljeti vratove. Nakon toga, prirubnice sa središnjim otvorima smještenim duž osovine B-B i poklapaju se sa osovinama klipnjača. Nakon što smo napravili istu instalaciju B-B osi, samljeti drugi vrat. Za otklanjanje otklona osovine koriste se odstojne šipke. Za balansiranje osovine prilikom okretanja klipnjača, na prednju ploču je pričvršćen uteg. Za brušenje radilica koje imaju izbušene rupe za centriranje koriste se središnji mjenjači. Krajevi osovine su prethodno stegnuti matricom i vijkom. Osovina se ugrađuje u središta mašine, a ekscentricitet se podešava pomoću nosača i matrice pomoću vijaka.
 “nepotrebni” organi Najnepotrebniji organ kod ljudi
“nepotrebni” organi Najnepotrebniji organ kod ljudi Solarni Mitra - Bog svjetlosti i razuma
Solarni Mitra - Bog svjetlosti i razuma Koliko kalorija ima u vašim omiljenim knedlama?
Koliko kalorija ima u vašim omiljenim knedlama?