Izrada štampanih ploča pomoću pegle i laserskog štampača. Direktno inkjet štampanje PCB šablona.
Štampamo ploču.
Da, da, tako je - štampamo.
Sada ćemo razgovarati o tome kako napraviti dobru štampanu ploču koristeći laserski štampač i gvožđe. Općenito, razgovarajmo o trenutno modernoj tehnologiji proizvodnje laserskog željeza štampane ploče.
Tehnologija, kako se ispostavilo, nije samo moderna, već je i vrlo zgodna i jednostavna. Kako bismo spojili posao sa zadovoljstvom, a ne napravili nekakvu apstraktnu ploču, uzmimo za primjer kolo sa naše web stranice. Napravićemo tablu za nju.
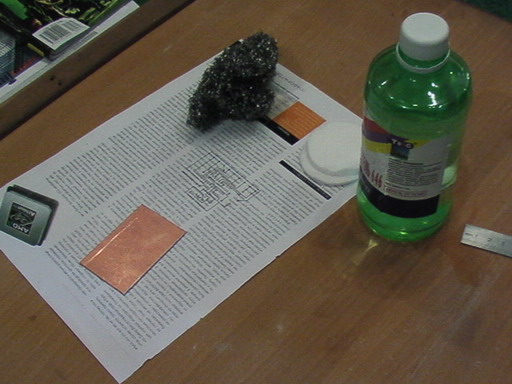
Prije svega, šta nam treba?
1.
Naravno, folija od stakloplastike - jednostrana ili dvostrana, nije važno. Sada s njim nema problema - prodaje se u bilo kojoj radnji radio dijelova ili na tržištu.
2.
Bilo koji časopis na sjajnom papiru.
3.
Alat za rezanje PCB-a je najbolji rezač napravljen od lista testere.
4.
Brusni papir nulte granulacije ili čvrsta spužva za čišćenje pribora od čelične žice.
5.
Iz hemije: alkohol, aceton ili rastvarač, tečni fluks za lemljenje, željezni hlorid.
6.
I naravno kompjuter, laserski štampač, lemilica, dobro osvetljenje i puno strpljenja.
Izgleda da je to to.
Naravno, moramo početi sa dizajnom ove ploče.
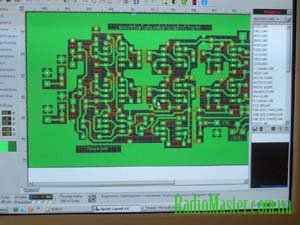
Postoji veliki izbor programa koji se bave praćenjem (tj. rutiranjem staza) štampanih ploča u ručnom i automatskom režimu. Lično, za sada sam se opredelio za program DipTrace domaći proizvođač. Omogućava vam da crtate ne samo ploče, već i dijagrami kola i biblioteke elektronskih komponenti. Ali sada nas zanimaju samo ploče.
Ovako izgleda ovaj program i ovako izgleda gotovi crtež ploče u njemu.
Pa, onda prelazimo direktno na proces proizvodnje i, kako se ne bismo zbunili u njemu, ići ćemo u malim koracima, dakle:
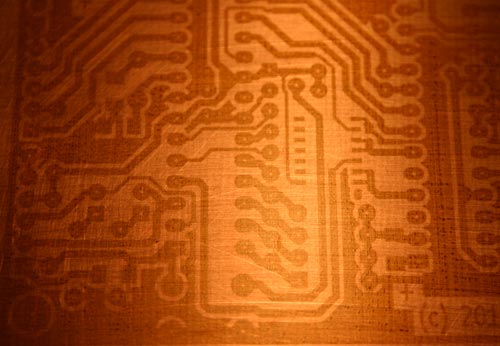
Crtež ploče trebamo odštampati na laserskom štampaču. U principu, možete koristiti inkjet štampač, ali u ovom slučaju to ćete morati učiniti fotokopija crteža i već ga koristite. Ideja je jednostavna - potreban nam je otisak crteža na papiru napravljenom tonerom (prahom), koji se koristi u laserskim štampačima ili fotokopir mašinama. Potreban nam je sjajni papir - najčešće se koristi u kompjuterskim časopisima ili raznim reklamnim brošurama. Koristila sam časopis koji volim i poštujem zbog sadržaja, a sada i zbog kvalitetnog papira na kojem je štampan.

Nema potrebe ništa čistiti - samo istrgnemo stranicu i odštampamo naš crtež direktno na izvorni tekst.
Odštampajte nekoliko kopija odjednom - možda će vam dobro doći.
Štampali smo, pa idemo dalje.
Odrežemo komad PCB-a na veličinu koja nam je potrebna, pripremimo brusni papir (spužvu) i aceton komadom vate ili pamučnim jastučićima.
Uzimamo komad brusnog papira ili spužve i počinjemo trljati radni komad sa strane folije. Ne treba biti posebno revnosan, ali ipak, površina bi trebala postati glatka i blistavo sjajna, a ne mat, kao prije. Zatim uzmite komad vate, umočite ga u aceton ili rastvarač i obrišite tek očišćenu foliju.
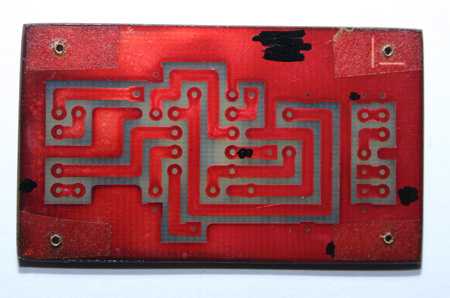
Trebalo bi izgledati otprilike ovako:
Moram reći da nakon što je obradak obrisan acetonom, ni u kojem slučaju ne smijete hvatati foliju prstima - samo za rubove, po mogućnosti čak i sa dva prsta na uglovima. U suprotnom ćete morati ponovo obrisati foliju acetonom.
Idemo na sljedeći korak.
Prije izvođenja ovog koraka pročitajte cijeli opis.
Dakle, iz lista na kojem je otisnut crtež ploče izrezali smo komad direktno s crtežom, ostavljajući prilično velike margine duž rubova. Zatim pažljivo postavljamo našu prazninu na crtež (naravno sa folijom na otisnute tragove), zamotamo polja i pričvrstimo ih, na primjer, ljepljivom trakom.
Trebalo bi da dobijete ovakvu kovertu:

Gotovo? Odlično, idemo na najvažniji korak - peglanje.
Dakle, uzmimo peglu - apsolutno bilo koju.
Tefal, Bosch, Bjeloruska tvornica traktora, sa parobrodom, bez parobroda. Nije bitno.
Regulator temperature postavljamo na maksimum (ako imate ispisane nazive tkanine na peglu, onda "lan"). Stavite peglu na pripremljenu kovertu.

Koverta se, naravno, mora staviti sa trakom nadole. Počinjemo nježno peglati. Ovo je najsuptilniji dio cijele procedure i nemoguće ga je naučiti osim iz vlastitog iskustva. Pritisak na peglu ne bi trebao biti jak - inače će se toner širiti i razmazati po foliji, ali ne i slab - inače toner neće dobro prianjati na radni komad. Ukratko, ovdje postoji široko polje za eksperimentiranje. U svakom slučaju, cijela površina buduće ploče mora se ravnomjerno zagrijati i Posebna pažnja obratite pažnju na ivice - postoji najveći rizik od nezagrevanja i naknadnog ljuštenja tonera. Isto vrijedi i za vrijeme zagrijavanja, iako je ovo lakše.
Otprilike stepen spremnosti može se odrediti po žutilasti papira i izgledu obrisa staza na njemu.
Skoro kao na fotografiji.
Pa, recimo da smo odlučili da je sve spremno. Isključite peglu i ostavite dasku oko 10 minuta da se ohladi. Sipajte vodu u odgovarajuću posudu. Temperatura vode treba da bude takva da u njoj jedva držite ruku. Pa, tu bacamo naš ohlađeni preparat.

To je to, idemo pušiti, piti čaj, juriti mačku - bilo šta 15 minuta. Možete čak i 20. Inače, vodu možete ostaviti uključenu da se ne ohladi.
Vraćamo se i počinjemo pažljivo odvajati papir od radnog komada. Vrlo pažljivo i polako. Preostale komadiće urolajte prstima. Ni u kom slučaju ne smijemo strugati dasku kandžama, već nježno, jastučićima prstiju, očistimo foliju od zalijepljenog papira. Nakon toga se naoružamo fenom i osušimo, osušimo, osušimo. Zapravo, ne traje toliko dugo, jer se suši za samo minut-dva.

Pa, završili smo sa nečim ovako:

Ugh. Izdahnuli smo i prešli na sljedeći korak.
U ovoj fazi trebamo nagrizati ploču - odnosno ukloniti svu nepotrebnu foliju sa radnog komada tako da ostanu samo tragovi koje smo nacrtali.
Zašto koristiti željezni hlorid? Prodaje se u limenkama - takva je pasta boje hrđe i užasno odvratno miriše. Razblaži se toplom vodom.
Razrijedimo otprilike 100 grama željeznog hlorida na 100 grama vode. Možete koristiti manje vode - glavna stvar je da otopina u potpunosti pokrije naš radni komad. Dakle, otopimo željezo u vodi, dobro promiješamo i bacimo buduću dasku u nju - sada neće proći mnogo vremena prije nego što ostane radni komad.
Nije štetno mešati rastvor tokom procesa jetkanja - bilo mešanjem nemetalnom šipkom ili ljuljanjem kupke s jedne na drugu stranu. Opet, možete pustiti toplu vodu ispod dna kupke da se otopina ne ohladi. Vrijeme jetkanja ovisi o veličini ploče i koncentraciji otopine. Obično oko 20 minuta. Ako za to vrijeme ploča nije urezana, onda je koncentracija željeznog klorida nedovoljna i vrijedi dodati još.

Između ostalog! Jeste li znali da se iskorišteni željezni hlorid može povratiti? Ako vas zadavi velika, zelena krastača, upotrijebljenu otopinu možete ponovo upotrijebiti. Da biste to učinili, morate ga obnoviti - odnosno ukloniti iz otopine sav bakar koji je progutao s tiskane ploče. Pogledajte fotografiju

Polovina ovog eksera bila je u korištenom rastvoru željeznog hlorida. Dakle, ako dodate šaku eksera, sav bakar prisutan u otopini će se taložiti na njih. Ono što je karakteristično je da potrošački kvaliteti noktiju neće nimalo patiti od toga.
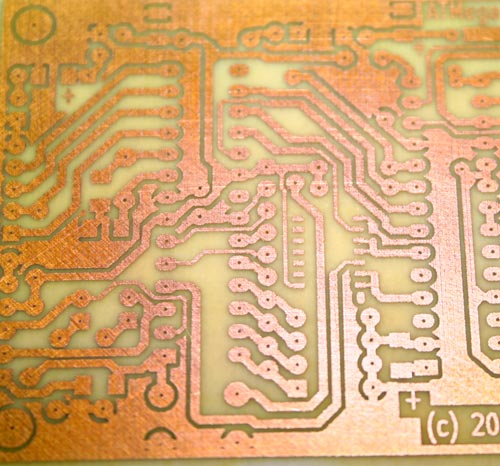
Ipak, vratimo se na naše ovce. Ili bolje rečeno, na našu skoro gotovu ploču. Već je otrovana.
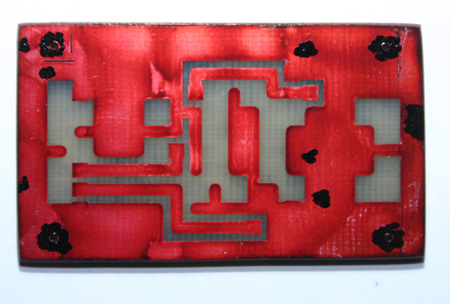
Sada ga dobro operemo, osušimo i evo šta se desilo:
Sada opet uzimamo vatu, umočimo je u aceton i obrišemo sav toner koji sada prekriva tragove na ploči.

Pa, skoro sve je spremno - ostaje posljednji korak.
Pa, sada ostaje samo izbušiti rupe za elemente i kalajisati staze - odnosno pokriti ih tankim slojem lemljenja. Mi bušimo, znate, bušilicom.
Koristio sam bušilicu prečnika 0,9 mm koju preporučujem za vas, osim ako naravno nemate velike delove na dasci. Općenito, naravno, promjer pinova mora se uzeti u obzir u fazi dizajna tiskane ploče, kako se ne biste ugrizli za laktove i kasnije sve ponovili.
Što se tiče kalajisanja, sve je prilično jednostavno - ploču prekrivamo bilo kojim tekućim fluksom - najjednostavniji je 30% otopina kolofonija u alkoholu. Zagrijemo lemilicu i uzmemo vrh minimalni iznos lemljenje, počinjemo ga pomicati po stazama ploče. Zatim obrišemo ploču alkoholom da uklonimo višak toka.
Trebalo bi izgledati ovako:

Pa, to je sve.
Imamo tako divnu ploču - nije sramota sastaviti nešto dobro na njoj.
Sretno svima.
Pitanja u .
PS
Zamolio bih oproštenje od drugova Golubitskog i Kozlovskog - divnih autora gore navedenih "Computerra" za takvu neprikladnu upotrebu njihovih članaka.
I sami razumete šta nećete raditi zbog umetnosti.
ID: 585
|
Šta mislite o ovom članku? |
U posljednje vrijeme tražim načine da olakšam proizvodnju PCB-a. Prije otprilike godinu dana naišao sam na zanimljivu stranicu koja opisuje proces modifikacije Epson inkjet štampača za štampanje na debelim materijalima, uključujući. na bakrenom tekstolitu. U članku je opisana modifikacija Epson C84 štampača, međutim, ja sam imao Epson C86 štampač, ali zato što... Mislim da je mehanika Epson štampača slična za sve, pa sam odlučio da pokušam da nadogradim svoj štampač.
U ovom članku pokušaću da što detaljnije, korak po korak, opišem proces nadogradnje štampača za štampanje na bakrenom PCB-u.
Neophodni materijali:
- Pa, naravno da će vam trebati i sam štampač porodice Epson C80.
- lim od aluminijumskog ili čeličnog materijala
- spajalice, vijci, matice, podloške
- mali komad šperploče
- epoksid ili super ljepilo
- mastilo (više o tome kasnije)
Alati:
- mlin (Dremel, itd.) sa reznim točkom (možete probati sa malim majmunom)
- razni odvijači, ključevi, šesterokutni
- bušilica
- pištolj za vrući vazduh
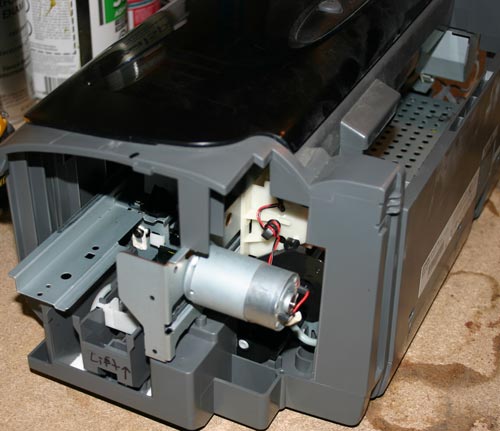
Korak 1. Rastavite štampač
Prva stvar koju sam uradio je da sam uklonio stražnju izlaznu ladicu za papir. Nakon toga morate ukloniti prednju ladicu, bočne ploče, a zatim i glavno tijelo.
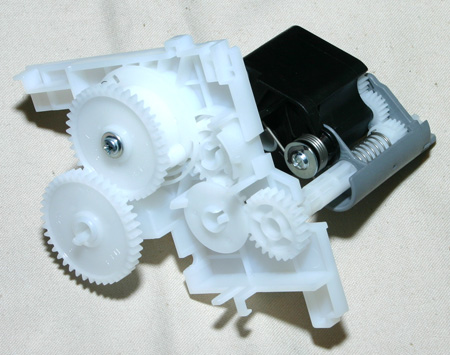
Fotografije ispod prikazuju detaljan proces rastavljanja štampača:


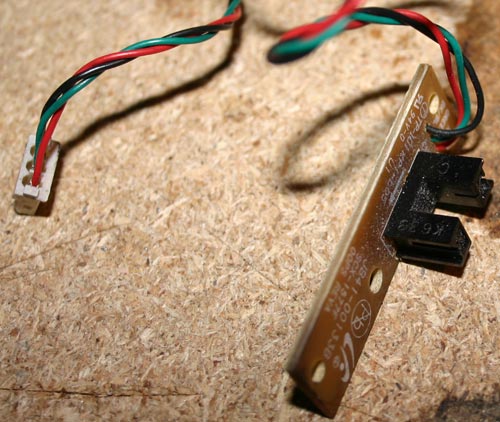
Korak 2. Uklonite unutrašnje dijelove štampača
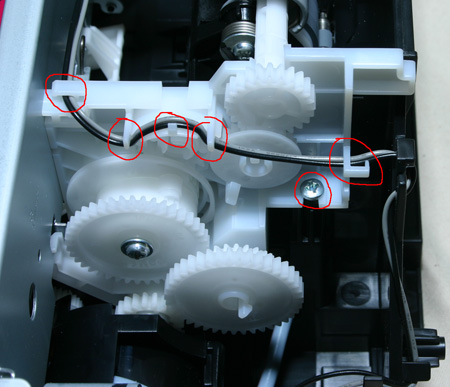
Nakon uklanjanja kućišta štampača, potrebno je ukloniti neke unutrašnje delove štampača. Prvo morate ukloniti senzor za uvlačenje papira. Trebat će nam kasnije, stoga ga nemojte oštetiti prilikom uklanjanja.
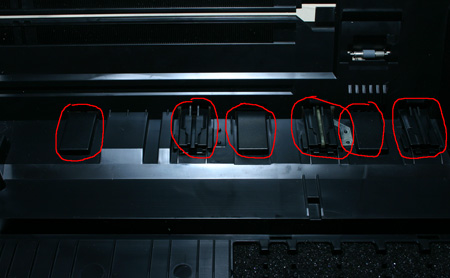
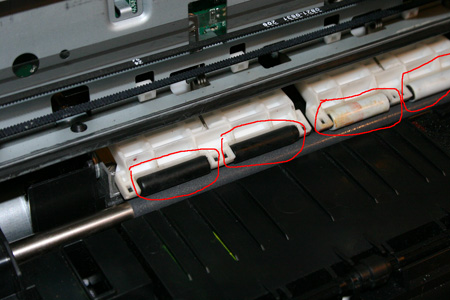
Zatim je potrebno ukloniti centralne potisne valjke, jer mogu ometati napajanje PCB-a. U principu, bočni valjci se također mogu ukloniti.

Na kraju, morate ukloniti mehanizam za čišćenje glave štampača. Mehanizam se drži rezama i može se vrlo lako ukloniti, ali pri skidanju budite veoma oprezni, jer na njega pristaju različite cijevi.


Rastavljanje štampača je završeno. Sada počnimo da ga "podižemo".
Korak 3: Uklanjanje platforme glave za štampanje

Započinjemo proces nadogradnje štampača. Rad zahtijeva tačnost i korištenje zaštitne opreme (treba zaštititi oči!).
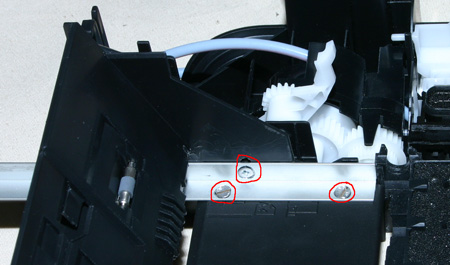
Prvo morate odvrnuti šinu, koja je pričvršćena sa dva vijka (vidi sliku iznad). Odvrnuo? Stavili smo ga na stranu, trebat će nam kasnije.

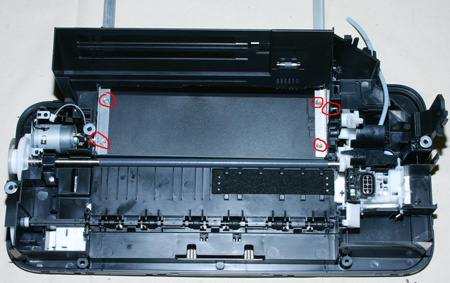
Sada primijetite 2 vijka u blizini mehanizma za čišćenje glave. Također ih odvrćemo. Međutim, na lijevoj strani to se radi malo drugačije, pričvršćivači se tamo mogu odrezati.
Da biste uklonili cijelu platformu s glavom, prvo pažljivo sve pregledajte i označite markerom mjesta na kojima ćete morati rezati metal. A zatim pažljivo izrežite metal ručnom brusilicom (Dremel, itd.)


Korak 4: Očistite glavu za štampanje
Ovaj korak nije obavezan, ali pošto ste u potpunosti rastavili štampač, bolje je odmah očistiti glavu štampača. Štaviše, u tome nema ništa komplikovano. U tu svrhu koristio sam obične štapiće za uši i sredstvo za čišćenje stakla.

Korak 5: Instalirajte platformu glave za štampanje. Dio 1
Nakon što je sve rastavljeno i očišćeno, vrijeme je za sastavljanje štampača, uzimajući u obzir potreban razmak za štampanje na PCB-u. Ili, kako džiperi kažu, "dizanje" (tj. dizanje). Količina podizanja u potpunosti ovisi o materijalu na kojem ćete štampati. U mojoj modifikaciji štampača, planirao sam da koristim ulagač čeličnog materijala na koji je pričvršćen PCB. Debljina platforme za dovod materijala (čelik) bila je 1,5 mm, debljina PCB-a od folije, od koje sam obično pravio ploče, također je bila 1,5 mm. Međutim, odlučio sam da glava ne treba jako pritiskati materijal, pa sam odabrao razmak od oko 9 mm. Štaviše, ponekad štampam na dvostranom PCB-u, koji je nešto deblji od jednostranog.
Da bih lakše kontrolisao nivo podizanja, odlučio sam da koristim podloške i matice čiju sam debljinu izmjerio čeljustom. Također, kupio sam nekoliko dugih vijaka i matica za njih. Počeo sam sa prednjim sistemom za hranjenje.
Korak 6: Instalirajte platformu glave za štampanje. Dio 2

Prije ugradnje platforme glave za štampanje, potrebno je napraviti male kratkospojnike. Napravio sam ih od uglova koje sam ispilio na 2 dijela (vidi sliku iznad). Naravno, možete ih i sami napraviti.


Nakon toga sam označio rupe za bušenje u štampaču. Rupe na dnu se vrlo lako mogu označiti i izbušiti. Zatim sam odmah zašrafio držače na svoje mjesto.

Sljedeći korak je označavanje i bušenje gornjih rupa na platformi, što je nešto teže izvodljivo, jer sve bi trebalo da bude na istom nivou. Da bih to uradio, postavio sam par matica na mesta gde se platforma spaja sa postoljem štampača. Koristeći nivo, provjerite je li platforma ravna. Obilježavamo rupe, bušimo i zategnemo vijcima.

Korak 7. "Podizanje" mehanizma za čišćenje glave štampača
Kada štampač završi sa štampanjem, glava se „parkira“ u mehanizam za čišćenje glave, gde se mlaznice glave čiste kako bi se sprečilo njihovo isušivanje i začepljenje. Ovaj mehanizam također treba malo podići.
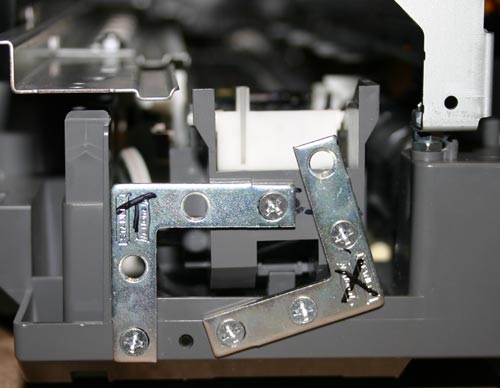
Ovaj mehanizam sam pričvrstio pomoću dva ugla (vidi sliku iznad).
Korak 8: Sistem za hranjenje
U ovoj fazi ćemo razmotriti proces proizvodnje sistema za napajanje i ugradnje senzora za dovod materijala.

Prilikom projektovanja sistema dovoda, prvi izazov je bila ugradnja senzora za dovod materijala. Bez ovog senzora štampač ne bi funkcionisao, ali gde i kako ga instalirati? Kada papir prolazi kroz štampač, ovaj senzor govori kontroleru štampača kada je početak papira prošao i na osnovu ovih podataka štampač izračunava tačan položaj papira. Senzor napajanja je konvencionalni fotosenzor sa emitujućom diodom. Kada prođe papir (u našem slučaju materijal), snop u senzoru se prekida.
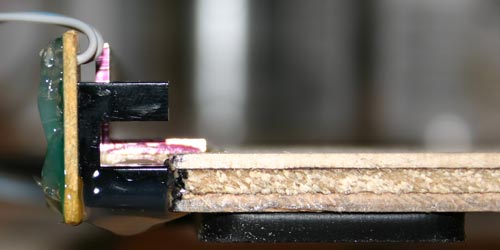
Za senzor i sistem napajanja, odlučio sam da napravim platformu od šperploče.
Kao što možete vidjeti na gornjoj fotografiji, zalijepio sam nekoliko slojeva šperploče zajedno kako bih doveo dovod u ravni sa štampačem. U krajnjem uglu platforme prikačio sam senzor za dovod kroz koji će materijal teći. Napravio sam mali izrez na šperploči za umetanje senzora.

Sljedeći zadatak je bila potreba za pravljenjem vodiča. Za to sam koristio aluminijske uglove koje sam zalijepio na šperploču. Važno je da svi uglovi budu jasno 90 stepeni i da su vođice strogo paralelne jedna s drugom. Kao materijal za punjenje koristio sam aluminijski lim na koji će se postaviti bakreni PCB i fiksirati za štampu.

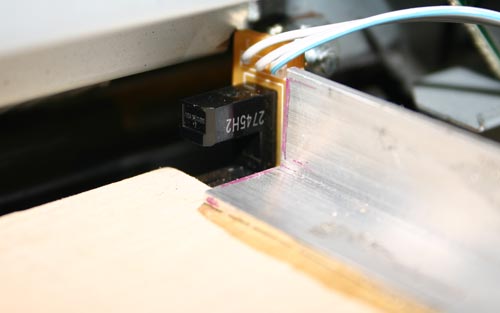
Napravio sam list za opskrbu materijalom od aluminijskog lima. Pokušao sam da veličina lista bude približno jednaka A4 formatu. Nakon što sam malo pročitao na internetu o radu senzora za uvlačenje papira i štampača općenito, otkrio sam da je za ispravan rad pisača potrebno napraviti mali izrez u kutu lista za uvlačenje materijala kako bi senzor se aktivira nešto kasnije nego što se valjci za dovod počnu okretati. Dužina izreza je bila oko 90 mm.

Nakon što je sve obavljeno, osigurao sam običan list papira na listu za uvlačenje, instalirao sve drajvere na računar i napravio probni otisak na običnom listu.
Korak 9. Punjenje kertridža sa mastilom

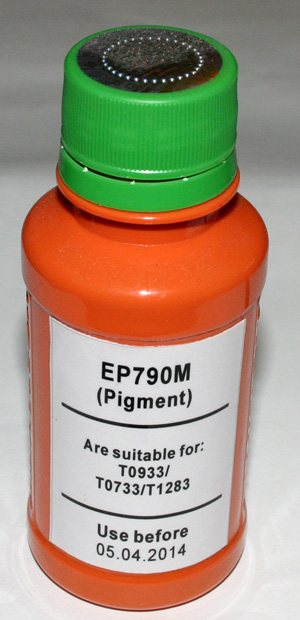
Poslednji deo modifikacije štampača posvećen je mastilu. Obično Epson mastilo nije otporno na hemijske procese koji se dešavaju tokom graviranja štampane ploče. Stoga vam je potrebna posebna tinta, zovu se Mis Pro žuta tinta. Međutim, ovo mastilo možda nije prikladno za druge štampače (ne-Epson), jer... tamo se mogu koristiti druge vrste glava za štampanje (Epson koristi piezoelektričnu glavu za štampanje). Internetska trgovina inksupply.com nudi dostavu u Rusiju.

Osim mastila, kupio sam i nove kertridže, mada naravno možete koristiti i stare ako ih dobro operete. Naravno, za dopunjavanje kertridža biće vam potreban i običan špric. Takođe, kupio sam poseban uređaj za resetovanje kertridža štampača (plavo na fotografiji).
Korak 10. Testovi
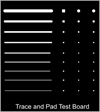
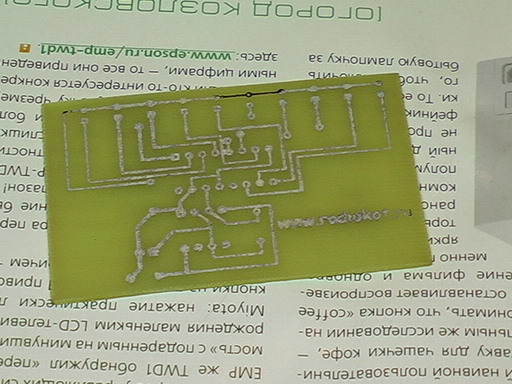
Sada pređimo na testove za štampanje. U programu dizajna sam napravio nekoliko blankova za štampu, sa stazama različite debljine.

Kvalitet štampe možete ocijeniti na gornjim fotografijama. A u nastavku je video snimak štampanja:
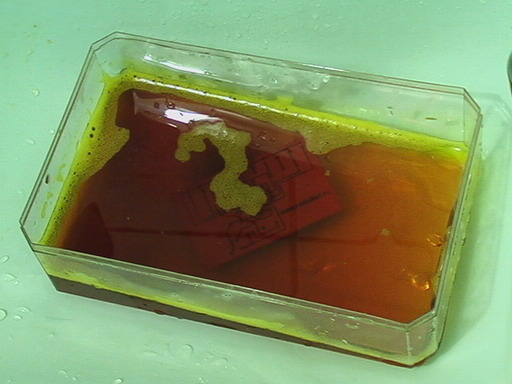
Korak 11: Graviranje
Za ploče za nagrizanje proizvedene ovom metodom prikladna je samo otopina željeznog klorida. Druge metode jetkanja (bakar sulfat, hlorovodonična kiselina, itd.) mogu korodirati Mis Pro žuto mastilo. Prilikom jetkanja željeznim kloridom, bolje je zagrijati tiskanu ploču pomoću toplinskog pištolja, to ubrzava proces jetkanja itd. Manje “jedenja” sloja mastila.
Temperatura zagrijavanja, proporcije i trajanje jetkanja odabiru se eksperimentalno.
Svim radio-amaterima su potrebne štampane ploče.
Znam nekoliko načina da ih napravim. Danas je najjeftiniji, ali kvalitetan način primjene i dalje „pegla“. Postoji mnogo takvih članaka na internetu, ali po mom mišljenju, moj ne sadrži samo glup opis, već i fotografije korak po korak. A kvalitet možete vidjeti na fotografijama.
Pa, za sve zainteresovane, prenosim;
Prva stvar koju treba da uradite je da odlučite da li vam je to potrebno? Treba! Ok, nastavimo.
Trebat će vam bilo koji program za praćenje štampanih ploča. Lično mi se sviđa Layout 4/0. Možete koristiti bilo koji drugi, najvažnije je da se može odštampati na štampaču.
Sada treba da pripremite folijski laminat od stakloplastike (u daljem tekstu jednostavno tekstolit), odnosno njegov folijski premaz. Odmah da vas upozorim: bacajte kamenje šmirgla, riječni pijesak ili kvarcni pijesak kroz prozor, pokušavajući nekoga udariti po glavi. Sada tražimo bilo koji kiseli ili alkalni sastav u kuhinji ili kupatilu; bilo šta, od "kometa" do "sanitarnog" će biti dovoljno. Uzimamo grubi sunđer za sudove i počinjemo trljati dok ne zablista, postupak nije lak, obično napravim veliki komad odjednom, pa ga mirno odložim. Nije vam potreban sjaj da biste uklonili grubu prljavštinu. Sada umočite ploču u otopinu željeznog klorida u najvećoj mogućoj koncentraciji na 10-30 sekundi, izvucite je i ponovo isperite pod tekućom vodom. Glavna stvar je da ne ostavljate otiske prstiju, pa se strogo držite za rubove ploče
U svakom drugom scenariju, trebali biste biti u mogućnosti čitati polako 3 puta ono što je gore napisano.

Sada štampamo list na laserskom štampaču, sa vašom pločom, ne zaboravljajući da je preokrenete. Papir, čitao sam dosta članaka na netu o papiru, i sa samoljepljivih tapeta i sa štampača i iz časopisa Play Boy.” Pa, možete ga razbiti ako ste glupi! Ne želim da stvaram misteriju; papir treba da bude uglačan i tanak; koristim ga za čitanje ribarskih publikacija; pogled na ribu i prirodu me smiruje i ništa više. Štampam na bilo kom štampaču, imam jeftin Samsung (jednostavno nisam mogao da nađem jeftiniji). Stavio sam pečat što je moguće tamnije i idemo. Glavni uslov nije "ubijeni" kertridž. Ako se "svuče", onda možete zaboraviti sve o pločama. Pa, ovdje uzimamo ispisanu stranicu i kombiniramo je sa našim osušenim praznim. Ako je do ovog trenutka uspio potamniti do plavičaste boje, onda ste nevjerovatno sretni - ovo je proces oksidacije i njegov katalizator je sunčeva svjetlost, odnosno dio njenog spektra, ova opcija je idealna za visokokvalitetno crtanje unatoč „mračni izgled“. Općenito, kada su potrebni putevi za ugradnju SMD-a, posebno postavljam radni komad nakon "feri hlorida" na prozorsku dasku po sunčanom vremenu, potrebno je oko 10 minuta, pa, po oblačnom vremenu sat vremena, ali možete pripremiti listove u unaprijed i spremite ih u vreću, izrezujući ih na potrebnu veličinu, ne zaboravljajući da ne zakopate ruke (uopće nije djevojka).

Pa dobro, vratimo se na čaršav, odrežite ga, ostavljajući marginu za "ljepljivu traku" da ne bi skliznula tokom "peglanja". Morate koristiti papirnu ljepljivu traku. Gdje?

Kao i bilo gdje na svakom građevinskom tržištu. Bilo ko drugi će se istopiti, kvareći raspoloženje gvozdene ploče. Popravili kao na slici, bravo!

Sada pripremimo peglu. Pa ne, to sam i napisao, samo ga upalimo i čekamo da se prvi put ugasi svjetlo, odnosno termostat radi. Na internetu pišu o domaćoj pegli bez rupa ili nečem drugom. GLUPOSTI!!! Kapitalna glupost. Uzmite koju god volite ili imate. Imao sam domaću (izgorela je), ženi sam morao kupiti novu peglu, a i sam sam postao vlasnik uvozne sa rupama za paru, ali je bila stara.

Peglam ih već godinu dana i ne vidim nikakvu razliku. Postavio sam “Len” na termostat i nastavio.

Uzimamo dasku i peglamo je na papiru, zagrevamo je za mene, za dasku 10 cm x 10 cm dovoljno je manje od 1 minute. Evo jedne suptilne tačke: gvožđe mora biti čvrsto pritisnuto uz dasku, a ne uz vašu ruku. Tekstolit mora biti gladak. Odmah ćete vidjeti kako se pojavljuju staze (za to je potreban tanak papir), to ukazuje da se proces odvija ispravno, jer svi putevi postaju ravnomjerno vidljivi, uklonite peglu i pričekajte da se ploča ohladi i stol izgori od zaboravljene pegle koja se uključuje.
Jeste li čekali? Da li je ploča postala sobna temperatura? Svi prelazimo na vodene procedure. Pomičemo ploču u obliku u kojoj je ispod tople vode i puštamo mlaz najtoplije moguće vode, čekamo oko 20 minuta nervozno ispijajući pivo i pušeći cigaretu.

Ako požurite, moraćete da pređete na paragraf 2, koji će vam se verovatno svideti, pa ga prvo zadržite 40-50 minuta dok ne shvatite proces. Papir se prekrio izbočinama i postao je poluproziran!

Ura!!! Sada, hvatajući ga za rub, otkinite papir, u redu je ako se neravnomjerno ljušti i ostane sloj, to je normalno. Evo sada strpljenja i pažnje. Morate ga vrlo pažljivo “otkotrljati” s površine prstom, kao vaš omiljeni booger (svi su se sjećali svog šmrkavog djetinjstva). Sve umotano! Hee hee.
Sada možete pažljivo hodati grubom stranom sunđera za posuđe direktno preko površine crteža; pažljivo ponavljam 3-5 okreta bez značajnog pritiska. Sada počnimo rješavati probleme s našim crtežom! Šta je otkrivanje kvarova?

Ovo je pretraga i identifikacija nedostataka, niko nije shvatio, zatvorio stranicu i napustio portal do boljih vremena. Sve brzo sušimo, neke fenom, neke trčeći po prostoriji i mašući pločom u rukama. Sve crne staze će biti prekrivene bijelim premazom, to je normalno. Pažljivo gledamo da bijeli premaz ne padne između tragova gdje ostaje i očistimo ga iglom za šivanje. Dešava se da staza ne radi ili postoje "praznine" na velikom području, potrebno ih je prefarbati trajnim markerom za štampane ploče. Cijela ploča je spremna za proces "jedkanja"; pogledajte još jednom svoje čudovište; to je na vašoj savjesti! Trujemo!

Otrujem u otopini željeznog hlorida 1 do 1,5 težinski (1,5 vode), druge koncentracije ne prepoznajem. Ako je ploča mala, a vi ste početnik radio entuzijasta s ograničenim budžetom, onda je možete razrijediti u staklenoj posudi tako što ćete pincetom pokupiti rub i lagano promiješati otopinu pločom, nagrizati je oko 5 minuta, oprati, osušiti, oprati zaštitni sloj istim grubim sunđerom dok ne zablista, ili acetonom, ali ovo gore, i zadnje je brusni papir, izbušiti, sastaviti, ne radi, izbaciti kroz prozor, uzeti program za crtanje štampanih ploča………. !
1. Prilikom pripreme daske nakon kupanja u željeznom hloridu, ni u kom slučaju ne smijemo dirati foliju rukama. Kako to držati? Snagom misli, naravno.
2. Koristimo bilo koji papir, glavna stvar je tanak i uglačan (bilo koji jeftini časopis)
3. Bilo koja pegla sa ispravnim termostatom će nam odgovarati.
4. Bolje je imati pri ruci poseban flomaster za štampane ploče.
5. Potrebna je jaka, topla otopina željeznog hlorida. (Toner nije otporan na kiseline)
6. Gruba spužva se prodaje u bilo kojoj trgovini za pranje posuđa, s jedne strane je pjenasta guma, s druge je grubo vlakno haotične strukture.
7. Ravne ruke su obavezne.
8. Granica ove metode je 0,125, ne vjerujem da će biti 0,065, ali malo kasnije.
Hvala svima i sretno.
Srdačan pozdrav, Vukodlak. ()
18. septembra 2004.
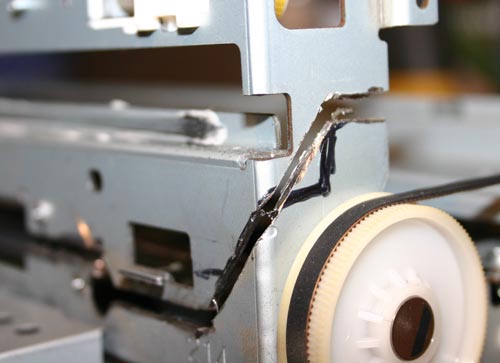
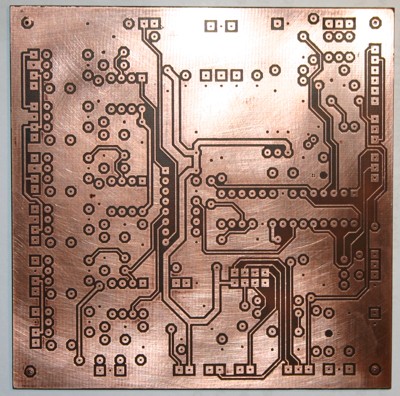
Na izlazu sa svim mljevenim mesom koje imamo!
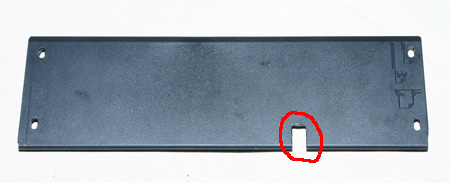
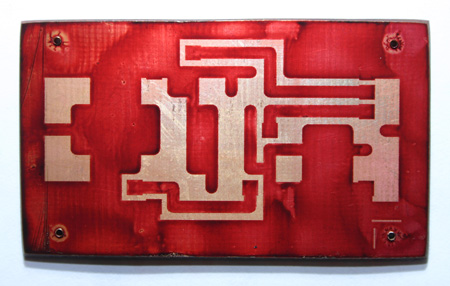
Strana "štampanja".

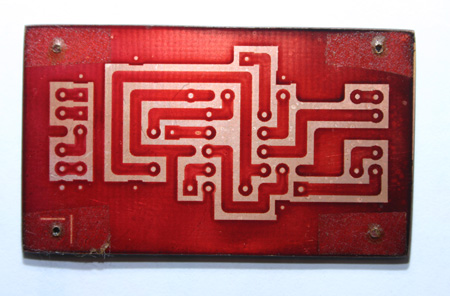
Sa strane sa detaljima.

Stari recept za pravljenje tonera za laserski štampač za izradu ploča. Uzmi osušeno srce žabe,
sipati uvarak korijena kleke,
dodati pepeo od perja crnog pijetla,
dva škorpiona i zmajev zub
i ispari nakon zalaska sunca
do prvog krika sove.
Članak je preuzet sa portala vrtp.ru
Najjednostavniji, najpristupačniji i najbolji način za izradu štampanih ploča kod kuće je takozvano „lasersko gvožđe“ (ili LUT). Opis ove metode lako se može pronaći pomoću odgovarajućih ključnih riječi, pa se nećemo detaljnije zadržavati na njemu, samo ćemo napomenuti da je u najjednostavnijoj verziji sve što vam treba je pristup laserskom štampaču i najobičnijoj pegli (ne counting običnih materijala za ploče za graviranje). Dakle, postoje alternative ovu metodu Ne?
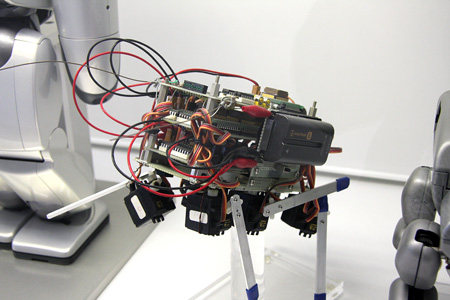
Prilikom razvoja raznih elektronskih uređaja koji se koriste, na primjer, prilikom testiranja monitora, koristili smo nekoliko metoda za montažu elektroničkih komponenti. Istovremeno, štampane ploče kao takve nisu se uvijek koristile, jer je prilikom kreiranja prototipova i uređaja u jednom primjerku (a često se pokazalo i jedno i drugo), podložno neizbježnim greškama i modifikacijama, često isplativije i više pogodne za korištenje tvornički izrađene ploče za izradu, izvođenje ožičenja sa tankom žicom u teflonskoj izolaciji. Čak i najpoznatije kompanije to rade na sličan način, što pokazuje prototip AIBO robota igračke iz Sony-a.
Prodavnice prodaju relativno jeftine dvostrane kalajisane, pa čak i sa metaliziranim rupama i zaštitna maska Na džemperima su matične ploče vrlo kvalitetne.

Imajte na umu da takve razvojne ploče omogućavaju postizanje visoke gustoće pakiranja bez mnogo napora, jer nema potrebe za brigom o usmjeravanju provodnih staza. Međutim, na primjer, kada se razvijaju energetski blokovi i kada se koriste elementi sa nestandardnim razmakom iglica ili njihova geometrija, kao i kada se koriste elementi za površinsku montažu (što još ne radimo), postaje teško koristiti gotove matične ploče. .
Kao alternativu matičnim pločama koristili smo metode rezanja folije u razmacima između provodnih podloga i spomenutu LUT metodu. Prva metoda je primjenjiva samo u slučaju najjednostavnijih opcija ožičenja, ali ne zahtijeva ništa osim oštrog noža i ravnala. LUT metoda je općenito dala dobre rezultate, ali sam želio malo raznolikosti. Smatrali smo da je način upotrebe previše radno intenzivan i zahtijeva upotrebu kaustičnih kemikalija, što nije uvijek prihvatljivo kod kuće. Incident nam je omogućio da naučimo o još jednoj metodi - metodi direktnog inkjet štampe šablona na stakloplastici (ključne riječi za pretraživanje engleski jezik— Direktno na PCB inkjet štampanje).
Metoda je podijeljena u sljedeće faze:
- Pravi pečat pigmentirano nanesite mastilom PCB šablon direktno na laminat od fiberglasa, obično koristeći modifikovani inkjet štampač.
- Termičko očvršćavanje štampanog šablona. U tom slučaju, tinta postaje otporna na rastvor za jetkanje.
- Uklanjanje mastila sa štampane ploče.
Postoji i alternativna opcija:
- Štampanje u principu bilo koji nanesite mastilom PCB šablon direktno na laminat od fiberglasa, obično koristeći modifikovani inkjet štampač.
- Toner u prahu iz laserskog štampača/kopir aparata se raspršuje na još mokro mastilo, a višak tonera se uklanja.
- Termičko očvršćavanje štampanog šablona. U tom slučaju toner se spaja i pouzdano prijanja na foliju.
- Nagrizanje područja folije nezaštićenih šablonom na uobičajen način, na primjer, korištenjem željeznog III hlorida.
- Uklanjanje stvrdnutog tonera sa ploče.
Drugu opciju nismo razmatrali zbog nespremnosti da radimo sa tonerom u prahu, koji bi slučajnim pogrešnim potezom ili kihanjem mogao zaprljati sve oko sebe. Sve implementirane metode direktnog inkjet štampanja šablona koje smo pronašli koristile su Epson inkjet štampače. Takođe, vrsta mastila, odnosno vrsta boje koja se u njoj koristi - pigment, snažno je povezana sa štampačima ovog proizvođača, pa smo potragu za odgovarajućim štampačem započeli sa Epson katalogom. Očigledno, Epson ima, ili je barem imao modele sposobne za štampanje na medijima debljine do 2,4 mm (i to ne samo na CD-ovima/DVD-ovima), na primjer, Epson Stylus Photo R800, ali ovaj model se više ne proizvodi , a nismo unaprijed znali da li ćemo moći koristiti neki od modernih analoga (očigledno nije jeftin). Kao rezultat toga, odlučeno je tražiti najjeftiniji model koji koristi pigmentnu tintu. Model je pronađen - Epson Stylus S22. Ovaj štampač se također pokazao najjeftinijim među svim Epsonovim štampačima - njegova cijena je bila manja od 1500 rubalja, a zatim je, međutim, značajno porasla: u maloprodaji u Moskvi (ekvivalent u rublji - u opisu alata) - N/A (0) .

Brza inspekcija je pokazala potrebu za značajnim promjenama u dizajnu štampača, budući da je to podrazumijevalo štampanje na fleksibilnim medijima uz njegovo savijanje pri kretanju od gornjeg ležišta za punjenje u izlazno ležište. Dolje opisana sekvencijalna modifikacija sintetizirana je iz nekoliko iteracija, budući da je nakon sljedećeg sklapanja postalo jasno da je potrebno napraviti određene promjene u dizajnu. Stoga se ne može isključiti mogućnost manjih netačnosti u opisu ovog procesa. Modifikacija ima dva glavna cilja. Prvo, kako bi se osigurala ravnomjerna opskrba medija bez savijanja ili visinskih razlika, za što morate promijeniti, odnosno kreirati iznova, dovodne i prijemne ladice. Drugo, da bi se osigurala mogućnost štampanja na debelim materijalima - do 2 mm, za šta je potrebno podići sklop sa glavom za štampanje i njenim klizačima za vođenje. dakle:
1. Odvrnite dva zavrtnja na zadnjem zidu i uklonite kućište, otpuštajući reze koje se još drže za dno.

2. Odspojite kabl kontrolne table sa glavne ploče, odvrnite dva vijka koji pričvršćuju kontrolnu tablu,

otpustite kabel kontrolne ploče i odložite ga na stranu. I dalje će vam dobro doći, za razliku od kućišta kućišta.
3. Odvrnite 4 samorezna vijka jedinice za uvlačenje papira, otpustite žice koje idu do motora nosača, otpustite blokadu zupčanika valjka za uvlačenje, uklonite postolje valjka za uvlačenje i cijelu jedinicu za uvlačenje, uklonite bočnu stezaljku papira - ove dijelove više neće biti od koristi.


4. Odvrnite samorezni vijak na nosaču upijajućeg jastučića i na dovodu napajanja, odspojite odvodno crijevo sa ladice i kabel od napajanja na glavnoj ploči, uklonite uložak za upijajuće jastučiće i napajanje. Ostavite ih sa strane - dobro će vam doći kasnije.



5. Odvrnite dva samorezna vijka sa valjcima koji pritiskaju lim koji se pojavljuje, uklonite ovaj sklop i premjestite ga na gomilu sa "dodatnim" dijelovima.

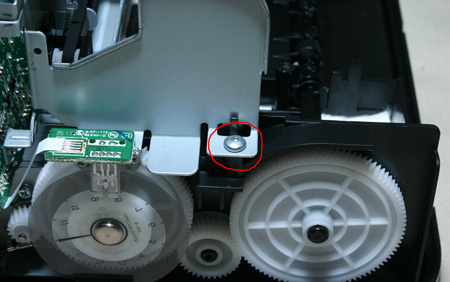
6. Sa desne strane odvrnite samorezni vijak i vijak koji pričvršćuje klizač duž kojeg se pomiče glava za štampanje.
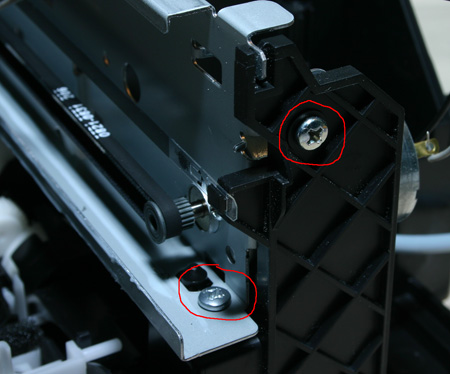
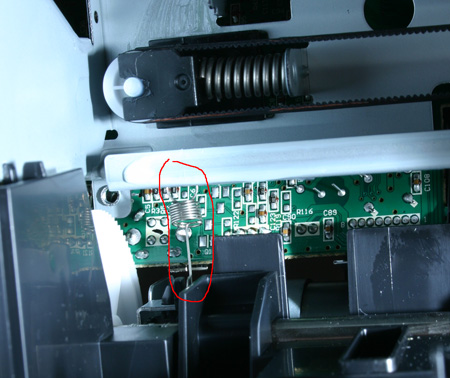
Uklonite oprugu koja pritiska klizač.
Uklonite oprugu lenjira nosača (utisnuta traka) i samo ravnalo.
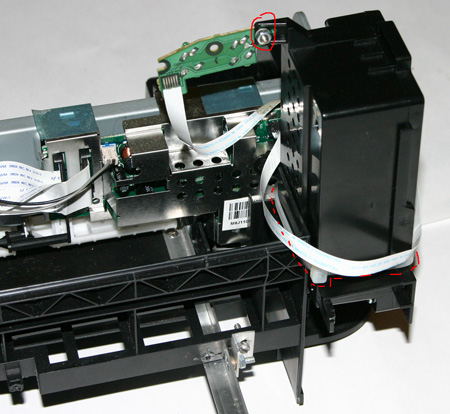
Odvrnite dva vijka koji pričvršćuju glavnu ploču,
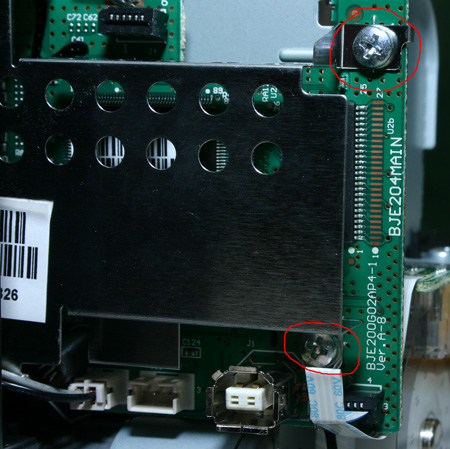
i pritisnite ga dalje od klizača (pazite sa senzorom papira!). Odvrnite vijak koji pričvršćuje klizač koji se nalazi ispod glavne ploče.
Odvrnite vijak koji pričvršćuje klizač na lijevoj strani.
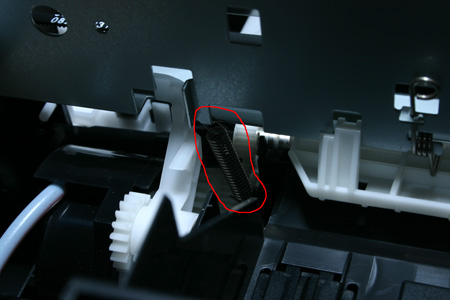
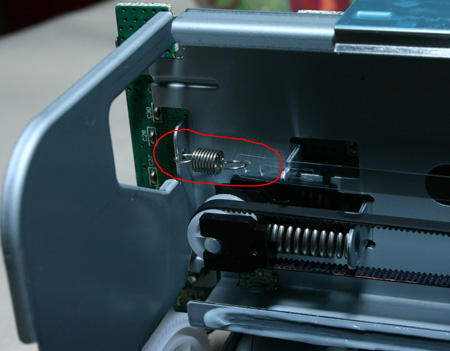
Odvojite konektor motora za dovod (J7) sa glavne ploče.
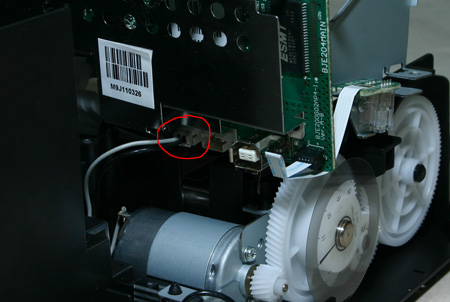
Odvojite oprugu na lijevoj strani klizača.
Uklonite sklop klizača s nosačem za štampanje i glavnom pločom.

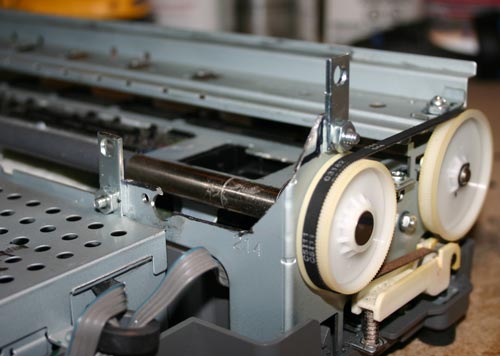
7. Odvrnite samorezni vijak brave osovine provlačenja na lijevoj strani,

uklonite osovinu i njen držač.

8. Uklonite sve dodatne vodilice na početku provlačenja, koje su pričvršćene na stezaljke.
9. Koristeći sečivo testere i turpije za iglu, izrežite prozor na dnu od bočnih stubova, do dna ležišta za uvlačenje i do osovine za napajanje. U ovom slučaju, prikladno je koristiti postojeće žljebove i rupe na dnu. Odrežite oštrice nožem i uklonite piljevinu.

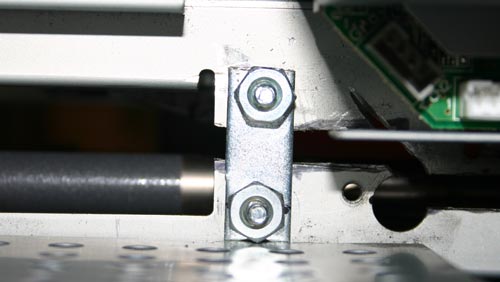
10. Sada morate kreirati ladicu za direktno ulaganje. Da biste to učinili, možete koristiti dva komada aluminijskog kuta 10 x 10 mm, dužine 250 mm i dio originalnog nosača papira u ladici za uvlačenje (možete koristiti bilo koju krutu ploču odgovarajuće veličine). Uglovi su pričvršćeni pomoću M3 upuštenih vijaka kao što je prikazano na fotografijama ispod. Na vertikalnim ravnima kućišta štampača na koje su uglovi pričvršćeni treba da budu izrezani žljebovi tako da se ležište za uvlačenje može lagano pomerati gore-dole kako bi se fino podesio njegov položaj.

![]()

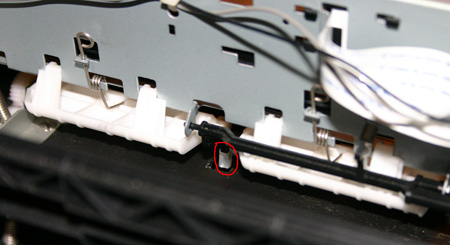
Na desnom uglu morate odrezati okomiti ugao, inače će desni pritisni valjak nasloniti na njega. Također morate izrezati žljeb na paleti nasuprot senzoru papira (iako, očigledno, to ne morate raditi).
I stavite komad cijevi na antenu senzora papira i tako je malo produžite.
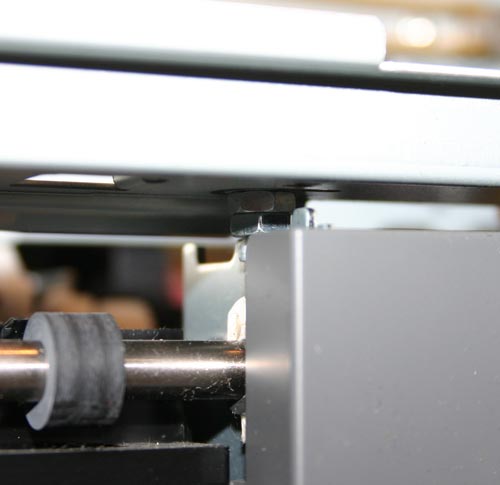
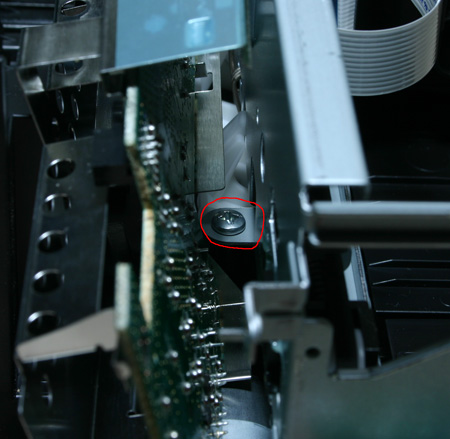
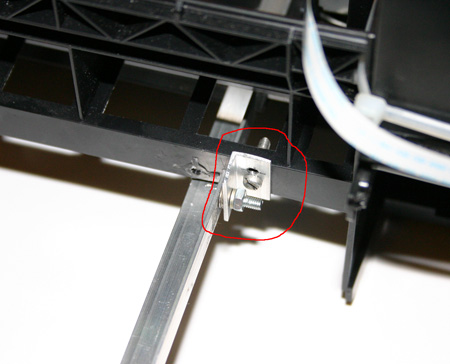
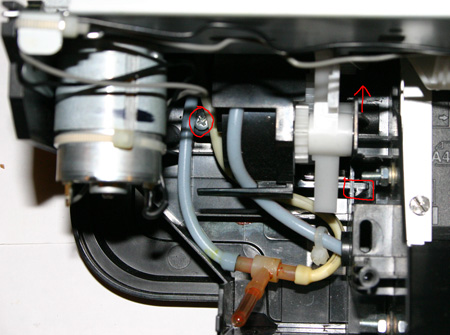
11. Odvojite senzor položaja vratila za pomicanje (jedan vijak), odrežite graničnik na tijelu senzora i učvrstite ga pomicanjem što je više moguće prema dolje.
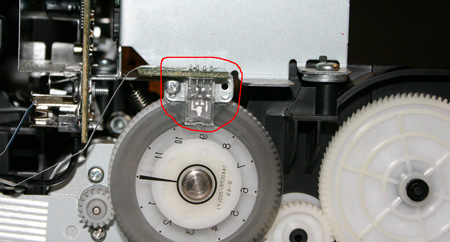
Prilikom naknadnog sastavljanja, uvjerite se da je disk sa prugama postavljen u sredinu utora senzora i da ne dodiruje njegove rubove.
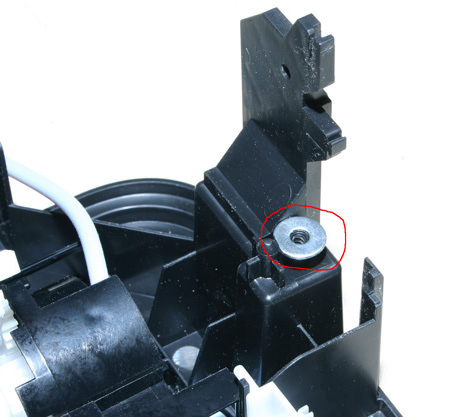
12. Postavite ispod tri tačke montaže tobogana dva podloške sa rupom od 4 mm, svaka debljine 1 mm. Kada koristite široke podloške na dva mjesta, potrebno ih je turpijati tako da se ne naslanjaju na elemente karoserije.

13. Uklonite potisne valjke, na njih stavite 2-3 sloja (najmanje 3 sloja na centralni par valjaka) termoskupljajuće cijevi, skupljajući međuslojeve pištoljem za vrući zrak ili drugim načinom grijanja. Pomoću turpije produbite žljebove za valjke tako da se slobodno rotiraju. Umetnite valjke u držače.
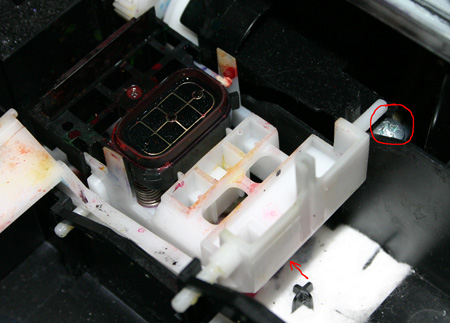
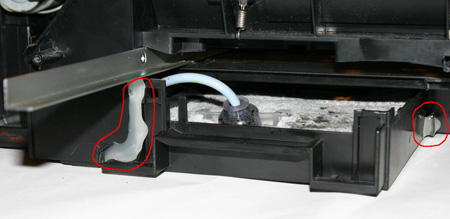
14. U parkiranom položaju, kao i tokom procesa čišćenja mlaznica i inicijalizacije novih patrona za donja površina glave štampača, gde se nalaze mlaznice, pritisne se jastučić sa gumenom zaptivkom. Na dnu jastučića je spojena cijev koja ide do vakum pumpe. Prilikom čišćenja pumpa usisava mastilo iz kertridža, a tokom skladištenja mlaznice su zaštićene od isušivanja mastila u njima. Stoga je važno osigurati da gumena zaptivka čvrsto prianja uz glavu, ali zbog pomeranja klizača i glave za štampanje nagore, ovaj uslov možda neće biti ispunjen. Potrebno je povećati kretanje jastuka u krevetiću. Da biste to učinili, morat ćete ukloniti ili barem pomaknuti pumpu - odvrnite dva vijka i pritisnite dva zasuna.
Zatim uklonite oprugu koja zateže podlogu za krevetić, uklonite sklop jastuka za krevetić i odvojite cijev koja se proteže od podloge. Zatim nožem odrežite dijelove tijela jastučića i kreveta za oko 1,5 mm na pravim mjestima, povećavajući vertikalni hod jastučića. Zatim ponovo sastavite jedinicu. Budući da je kod upotrebe neoriginalnih kertridža, automatsko čišćenje mlaznica i inicijalizacija patrona dovodilo do čudnih rezultata, odlučili smo da odvojimo pumpu od jastučića, za šta smo koristili komad cijevi i trojnicu. Za uklanjanje viška tinte ili prilikom ručnog pranja jastučića, možete spojiti špricu na T-e, ili jednostavno prstom držati njen izlaz i, okrećući vratilo za uvlačenje unazad (po zupčaniku na prednjoj lijevoj strani), uključiti pumpu pisača .
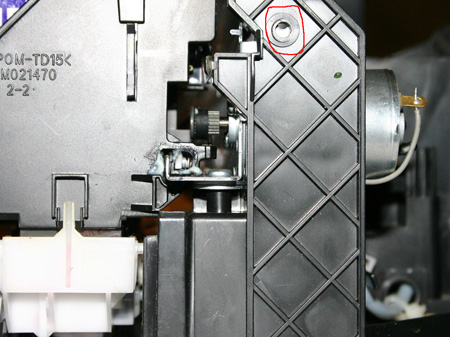
15. Ponovo sastavite štampač obrnutim redosledom. Prilikom ugradnje pogonskog vratila, pažljivo očistite sjedišta od strugotina i prašine i nanesite sloj masti na njih i na odgovarajuća područja osovine. Nakon ugradnje osovine, potrebno je podesiti ladicu za uvlačenje. Otpuštanjem vijaka koji pričvršćuju ladicu za bočne zidove kućišta, koristeći krutu ploču odgovarajuće veličine (na primjer, komad stakloplastike), morate osigurati da se pomicanje ploče od ladice za ulaganje duž dovoda osovina i duž osovine u izlaznoj ladici je glatka, bez razlike u visini. Također biste trebali osigurati da su vodilice ladice za dovod striktno paralelne i okomite na osovinu za napajanje. Nakon što ste pronašli ovaj položaj ladice za dovod, vijke treba zategnuti i po mogućnosti učvrstiti na strani matice s kapljicom laka. Zatim nastavite sa montažom. Na desnoj strani, zbog pomaka klizača prema gore, rupa za montažu se neće poklopiti s rupom na stalci kućišta - rupu možete turpijati i pričvrstiti klizač vijkom, ili ga možete ostaviti kako jeste.
Uložak za upijajuću podlogu, prethodno skrativši njen desni stub, ugradili smo na prvobitno mesto, pričvrstivši ga na dve tačke termotopljivim lepkom. Napajanje nije stalo u prvobitni položaj, tako da nismo našli ništa bolje od jednostavnog pričvršćivanja plastičnom spojnicom na lijevom stupu okvira štampača. Pričvrstili smo kontrolnu tablu na ušicu na napajanju.
Originalna izlazna ladica uzrokuje da list izlazi savijen, pa ga je potrebno poboljšati kako bi se osiguralo da list izlazi glatko i horizontalno. Da biste to učinili, samo stavite nešto manje od 3 cm visoko ispod tacne i stavite nekoliko debelih časopisa ili hrpu papira na tacnu. Međutim, nakon nekog vremena ovaj dizajn smo zamijenili ladicama napravljenim od kućišta neispravnog DVD playera. Šta je potrebno učiniti sa kućištem da se pretvori u poslužavnik, jasno je iz fotografija, međutim, ovdje svako može iskoristiti svoju maštu i raspoloživi materijal.


rezultat:


Pomaknite slajd nagore na b O veća vrijednost od gore opisane je povezana s određenim poteškoćama. Problematična područja su barem senzor položaja vratila za napajanje, desni nosač ravnala kolica i parkirna jedinica. Možda i nešto drugo. Kao rezultat toga, debljina materijala na kojem modifikovani štampač može da štampa je negde oko 2 mm ili nešto više, dakle, kod PCB-a debljine 1,5 mm, podloga ne bi trebalo da bude deblja od 0,5 mm, a trebalo bi da bude i kruta. dovoljno za pomicanje praznina za štampane ploče. Debeli karton, na primjer, iz fascikle za papire, pokazao se prikladnim i pristupačnim materijalom. Uložak se mora iseći tačno na širinu ulaznog ležišta, jer će svako horizontalno pomeranje uticati na tačnost štampanja. U našem slučaju, podloga je bila veličine 216,5 x 295 mm. Originalna jedinica za uvlačenje se ne može koristiti, tako da se košuljica mora ručno postaviti ispod pritisnih valjaka, ali senzor papira ne smije biti aktiviran. Zbog toga će se morati napraviti izrez u podlozi za antenu senzora papira, u našem slučaju na udaljenosti od 65 mm od desne ivice, 40 mm dubine i 10 mm širine. U tom slučaju, ispis počinje na udaljenosti od 6 mm od dna izreza, odnosno 6 mm prije ruba medija koji štampač detektuje. Zašto je to tako - ne znamo. Za pričvršćivanje radnih komada na podlogu, prikladno je koristiti dvostranu ljepljivu traku. Pritisni valjci velikom silom pritiskaju podlogu na valjak za uvlačenje, tako da za glatko štampanje, valjci ne bi trebalo da se kreću ili pomeraju sa radnog komada. Da bi se osiguralo ovo stanje, prije, poslije i eventualno sa strane radnog komada potrebno je zalijepiti materijal iste debljine. Ovo će također olakšati pozicioniranje radnog komada za serijski i/ili dvostrani ispis.
Originalni kertridži su prilično brzo nestali, ali generalno gledano, rezultati korišćenja originalnog mastila su bili veoma dobri dobro. Međutim, odlučeno je da se kupe dopunjivi kertridži i kompatibilne tinte.

Duša nije mirovala na tome; činjeni su pokušaji da se tinta modificira kako bi se povećao sadržaj polimerne komponente u njemu. Kao rezultat ovih eksperimenata, mlaznice sa crnim mastilom bile su začepljene za 90%, sa magenta mastilom za 50%, jedna mlaznica u "žutom" redu nije radila, a samo su mlaznice cijan mastila ostale potpuno funkcionalne. Međutim, za štampanje šablona dovoljna je jedna boja. Budući da je magenta tinta pokazala najbolje rezultate, upravo su ona dopunjena u cijan kertridž.
1. Pripremite površinu obratka. Ako je relativno čist, onda ga je dovoljno odmastiti acetonom. U suprotnom, odmastiti, očistiti abrazivnim sunđerom i, da se formira oksidni sloj, staviti u rernu na 15-20 minuta na temperaturu od 180°C. Zatim ohladite i odmastite acetonom.
2. Koristeći dvostranu ljepljivu traku i pomoćne komade tekstolita, pričvrstite radni komad za podlogu.
3. Pretvorite šablon u čistu boju koja će se koristiti za štampanje. U našem slučaju, u plavoj boji (RGB = 0, 255, 255). Izvršite probni otisak (ne ceo šablon, već samo dimenzionalne tačke, na primer uglove), po potrebi ispravite položaj šablona u programu koji se koristi za štampanje, isperite prethodni rezultat acetonom, ponovite postupak korekcije ako je potrebno.
4. Odštampajte šablon na radnom komadu. Najbolji rezultati su postignuti sa sljedećim postavkama:
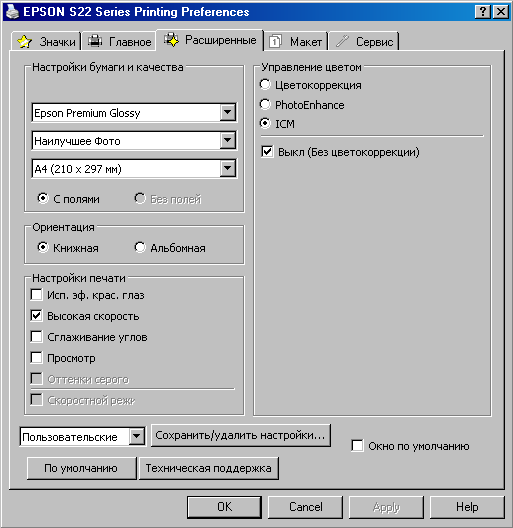
5. Sušite radni komad na zraku 5 minuta, možete koristiti sušilo za kosu da ga ubrzate. Zatim odvojite radni komad od podloge i izvršite prethodno fiksiranje u pećnici na 15 minuta (vrijeme od uključivanja pećnice) na 200°C na vrhuncu. Ohladite radni komad.
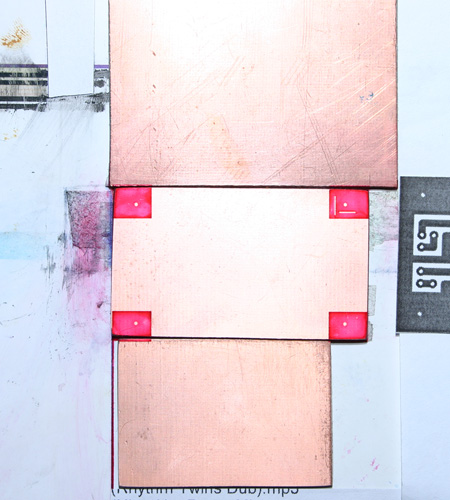
6. Za precizno pozicioniranje drugog sloja, možete izbušiti nekoliko rupa malog prečnika, na primer, prečnika 1 mm, na mestima pričvršćivanja buduće ploče. Učvrstite radni komad tako da površina za drugi sloj bude okrenuta prema gore, a na potpuno obojena područja prvog sloja nanesite dvostranu ljepljivu traku. Ako je radni komad čvrsto u sendviču između dvije ploče sprijeda i straga, tada nije potrebno koristiti dvostranu traku. Odmastite radni predmet acetonom.
7. Izvršite pozicioniranje i štampanje - ponovite korake 3 i 4.
8. Sušite radni komad na zraku 5 minuta, možete koristiti sušilo za kosu da ga ubrzate. Zatim odvojite radni komad od podloge, pričvrstite ga na postolje, na primjer, napravljene od spajalica, stavite u pećnicu i izvršite fiksaciju 15 minuta (vrijeme od uključivanja pećnice) na 210 °C na vrhuncu . Ohladite radni komad.
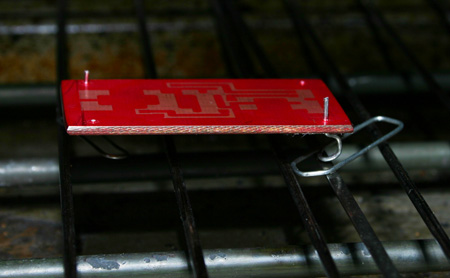
9. Pregledajte radni komad, premažite područja sa sumnjivo tankim slojem mastila (na primjer, u blizini rupa ili zaglavljenih čestica prašine) vodootpornim markerom. Etirajte radni komad. Kako bi se osiguralo da površina radnog komada održava razmak od dna posude, možete umetnuti čačkalice u rupe (prečnika 1 mm koji se koristi za postavljanje drugog sloja), tako da se oštar vrh pruža 1,5-2 mm, a odgrizi debelu do iste visine. Prilikom graviranja, povremeno preokrenite ploču i provjerite njenu spremnost.
Operite mastilo acetonom.


Važne napomene.
1. Da bi boja koja se koristi postala otporna na otopinu za jetkanje, mora se držati oko 15 minuta (vrijeme od uključivanja štednjaka) na vršnoj temperaturi od oko 210°C (dobije se pomoću termoelementa koji se nalazi pored na radni komad). Interval je uzak, jer kada se prekorači za 5-10°C, tekstolit počinje da se urušava, a kada je prenizak, mastilo se ispire rastvorom za jetkanje. Tačni uslovi u konkretnom slučaju moraju se utvrditi empirijski. Za kontrolu možete koristiti test pamučnim štapićem. Ako pamučni štapić navlažen vodom lako ispere tintu, tada morate povećati temperaturu; ako se ne ispere ili samo malo mrlje, tada je stečena otpornost na otopinu za jetkanje. Ako čak i pamučni štapić navlažen acetonom ima poteškoća pri uklanjanju mastila, to znači da je otpornost na rastvor za jetkanje vrlo dobra. Na ovaj način možete odabrati boju i uslove očvršćavanja koji daju najbolje rezultate. Napominjemo da smo koristili električni gril šporet, uključili samo gornji grijač, a kada je tinta konačno fiksirana, termostat peći je postavljen na 220°C.
2. Reproducibilnost štampe dostiže oko 0,1 mm, tako da ako je potrebno, možete ga štampati i drugi put na vrhu prve strane šablona, uz međusušenje direktno na podlozi pištoljem za vrući vazduh (sa podesivom temperaturom) ili u domaćinstvu fen za kosu podešen na maksimalnu temperaturu. Sušenje je neophodno kako pritisni valjci ne bi podmazali prethodni sloj.
3. Izrada dvije strane može se raditi uzastopno. Prvo odštampajte i učvrstite prvu stranu, a na drugoj zaštitite foliju, na primjer, akrilnom bojom u spreju. Prvu stranu nagrizati, sa druge oprati zaštitu acetonom, drugu stranu odštampati i učvrstiti, prvu zaštititi bojom, drugu stranu nagrizati, a sa prve oprati zaštitu.
4. Potrebno je da štampate na sledeći način: prvo pošaljite zadatak za štampanje, sačekajte da štampač javi da nema papira, a zatim pažljivo gurnite podlogu sa radnim komadom pričvršćenim ispod pritisnih valjaka, okrećući vratilo za uvlačenje za zupčanik ispred na lijevo, a zatim pritisnite dugme za nastavak štampanja. Ako postoje kratke pauze između sesija štampanja, štampač neće izvršiti kratku proceduru čišćenja, tako da prvo možete da ubacite supstrat sa radnim komadom, a zatim pošaljete zadatak na štampanje.
5. Mora se obratiti pažnja na posebnu čistoću, jer svaka mrlja prašine koja dospije na mokro mastilo na radnom komadu može dovesti do kvara.
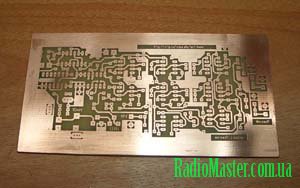
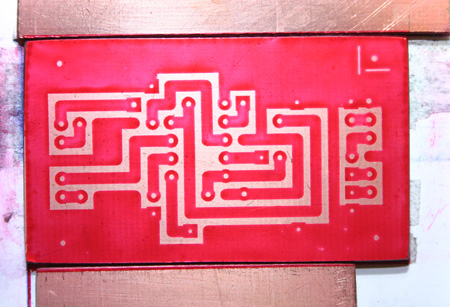
Nekoliko dvostranih štampanih ploča proizvedeno je ovom metodom, a iako staze at Međutim, umjesto da 0,5 mm nisu korišteni, mogućnost dobivanja staza širine 0,25 mm je demonstrirana na ispitnim područjima, a to očito nije granica ove metode.

P.S. Primjer dvostrane daske sa 0,25 mm gusjenicama (pri projektiranju su postavljeni standardi od 0,25 mm za širinu kolosijeka i za razmake, ali su prilikom ručne obrade razmaci između kolosijeka povećani za moguće). Imajte na umu da je prilikom izrade dvostranih ploča očigledno još sigurnije štampati i urezati strane uzastopno. Strana 1:
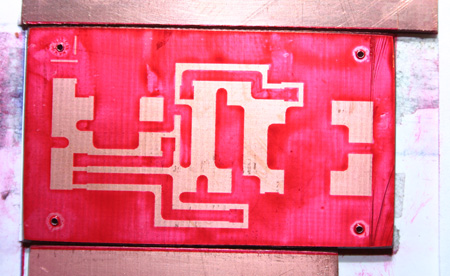
strana 2:

Mogu se uočiti tri vrste kvarova:
1. Linearna distorzija, koja je očigledno uzrokovana činjenicom da je jedna strana štampana u brzom dvoprolaznom režimu, a druga u sporom jednoprolaznom režimu. Odnosno, bolje je štampati obe strane u istom režimu.
2. Na nekim mjestima tragovi su nešto širi zbog širenja mastila. Ovaj nedostatak se može izbjeći pažljivom pripremom površine - odmastiti komadom krpe natopljenom acetonom, a zatim temeljito obrisati suhim pamučnim štapićem.
3. Na jednoj ivici, tragovi i kontaktni jastučići su bili primjetno više urezani. To se dogodilo zbog pregrijavanja, zbog čega je tinta postala vrlo tamna i počela se ljuštiti. To znači da je potrebno pažljivo pratiti ujednačenost zagrijavanja (odaberite mjesto u pećnici gdje je grijanje ujednačenije) i ni u kojem slučaju ne dopuštajte pregrijavanje - tinta bi trebala osjetno potamniti, ali ne i dobiti tamnu nijansu sumpora.
Međutim, ovi nedostaci nisu bili kritični i kao rezultat, bez ikakve korekcije ožičenja, dobili smo uređaj koji radi u potpunosti.
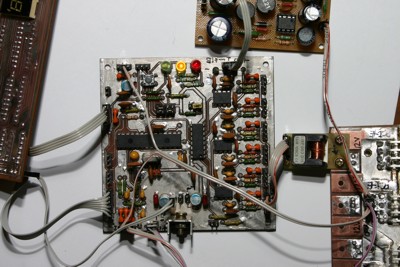
Slika dijelova se prenosi na ploču, što uvelike pojednostavljuje montažu.
Nekako sam na internetu naišao na video o nanošenju natpisa na različite površine pomoću akrilnog laka. Ideja je jednostavna, na laserskom štampaču odštampate natpis, premažete ga sa prednje strane lakom, sačekate da se lak osuši, pa papir namočite u toplu vodu, pažljivo ga razvaljajte u grudvice i skinite sa osušenog laka ; kada se sav papir ukloni, ostat će samo prozirni sloj laka sa zalijepljenim tonerom u obliku vašeg natpisa.
Ali lak je vrlo krhak i teško je ukloniti papir s njega, a da ga ne oštetite. A onda je došla ideja da se umjesto laka koristi obična traka!
Metodologija
Odštampamo natpis, na prednju stranu zalijepimo prozirnu traku, dobro je ispeglamo, višak odrežemo makazama i pustimo pod slavinu sa toplom vodom. Papir se vrlo lako može ukloniti, ali ne treba previše trljati kako ne bi oštetili sloj tonera, a kada se učini da je traka savršeno očišćena od papira, onda pažljivo provjerite još jednom ima li ostataka papira, jer mali ostaci papira u vodi su gotovo providni i nevidljivi.Nakon uklanjanja papira, postoje 2 opcije za lijepljenje trake:
1. Zalijepite odmah, bez čekanja da se voda osuši. To omogućava da se traka odlijepi nekoliko puta kako bi se podesio položaj natpisa.
2. Postavite traku ljepljivom stranom prema gore i pričekajte da se voda osuši. Da biste ubrzali sušenje, dobro radi kalem u kupatilu ili radijator zimi. Čudno je da je ljepljivost potpuno obnovljena. Morate ga odmah pravilno zalijepiti, jer... Osušenu traku je teško skinuti bez oštećenja natpisa.
Traka ostaje ljepljiva samo tamo gdje nema tonera! Papir je običan kancelarijski papir.
 Kako pravilno i ukusno skuvati sot od patlidžana
Kako pravilno i ukusno skuvati sot od patlidžana Sendvič sa tunjevinom i sirom
Sendvič sa tunjevinom i sirom Salata "Provansal" od kupusa sa paprikom
Salata "Provansal" od kupusa sa paprikom