Операции на токарном станке. Установка заготовки - токарное дело
Метод крепления и установки заготовки в станке выбирают с учетом точности обработки, габаритов и жесткости материала. Обработка в центрах — это один из широко используемых методов точения деталей на токарном оборудовании.
Когда применяется крепление в центры
установка заготовки с помощью оправки: 1 — оправка средняя часть; 2 — лыска; 3 — центровые отверстия; 4 — заготовка
- Так протачивают длинные детали, у которых длина пятикратно превышает поперечник;
- если нужно создать концентричность поверхностей во время фиксации;
- дальнейший этап точения проходит на шлифовальном оборудовании;
- технология не предусматривает другие методы.
Технология крепления
Заготовка фиксируется в центрах с использованием специальных оправок. Для этого конус оправки не должен превышать 1:2000. На подготовительном этапе в торцах детали делают центральные выемки, в которые будут вставлены верхушки обоих центров. Оправку обрабатывают смазкой и плотно натягивают болванку. Для большей плотности по концу оправки аккуратно постукивают деревянным чурбачком. Закрепление детали в оправках такого типа может меняться в зависимости от ее поперечника.
Движение болванке передается посредством поводкового патрона, который надевается на резьбу шпинделя. Палец поводкового патрона принуждает болванку к вращению. Этот метод более опасен для оператора станка, поэтому предпочтительнее использовать планшайбу поводкового типа с защитным кожухом. Болт закрепляют хомутиком, который опирается на лыску оправки.
Установка заготовок с отверстиями (например, зубчатых колес или втулок) происходит с использованием центровых оправок разнообразной формы. Один из типов оправок имеет шейку в форме цилиндра, на нее надевают заготовку и закрепляют шайбой с гайкой. Гайка прижимается к буртику и фиксирует полученную конструкцию. Слева при помощи винта крепится хомутик. Деталь фиксируется в станке для точения выемками на торцевых участках оправки.
Конструкции центров
Центры для токарной обработки могут иметь различную конструкцию. Самая распространенная представляет собой конус, на него надевается заготовка, а также хвостовик конической формы. Хвостовик должен совпадать с отверстиями пиноли и шпинделя станка.
Для закрепления заготовок с внешними конусами используются обратные центры. Конусообразное окончание должно совпадать с серединой хвостовика. Чтобы проверить совпадение в шпиндель вставляется центр и запускается на малых оборотах. Об исправности детали говорит отсутствие биения.
Задний центр чаще всего неподвижный, передний вращается с заготовкой и шпинделем. В результате трения выходят из строя обе поверхности, поэтому необходимо наносить смазку:
- мела — 25%;
- тавота — 65%;
- графита — 5%;
- серы — 5%.
Перед смешиванием необходимо растереть в порошок без комков серу и мел. Если не использовать смазку, поверхности центров разрушатся, изменится их конфигурация.
Во время точения заготовок на больших скоростях центры быстрее изнашиваются, увеличивается отверстие в торце самой детали. Чтобы уменьшить разрушение заднего конуса на него наплавляют износостойкий слой.
Стандартный центр используют при скоростях до 120 оборотов в минуту. Во время работы с громоздкими и тяжелыми заготовками на высоких оборотах, при выборке крупной стружки жесткости конструкции мало: деталь начинает вибрировать и может отжаться.

вращающийся центр
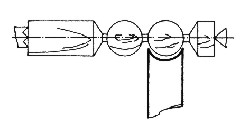
Точение деталей цилиндрической формы
На токарном станке вытачивают изделия, контур которых может состоять из нескольких объёмных геометрических фигур, которые называются телами вращения . Это фигуры – шар, конус, цилиндр и тор (см. рис. слева).
Точение деталей на станке производят специальными резцами
- токарными стамесками
. В отличие от обычных столярных стамесок, они имеют удлиненные рукоятки, которые позволяют надежно удерживать инструмент и легче управлять им.
По качеству обработки различают черновое
и чистовое
точение, от этого зависит и выбор инструмента.
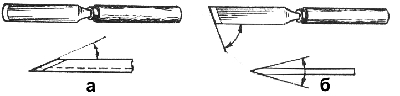
Для черновой обработки применяют полукруглую стамеску (см. рис.а ), для чистового точения, подрезания торцов и отрезания детали - косую стамеску (см. рис. 6 ).
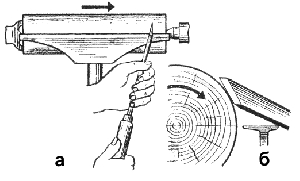
При черновом обтачивании заготовки (см. рис.а ) полукруглую стамеску передвигают по подручнику. За первый проход снимают стружку толщиной 1...2 мм серединой лезвия стамески (см. рис. 6 , слева). Дальнейшее точение выполняют боковыми частями лезвия при движении резца как влево, так и вправо (см. рис. 6 , справа). В результате работы разными участками лезвия стамески поверхность детали получается менее волнистой. После 2...3 минут работы проверяют надежность закрепления заготовки - поджимают ее центром задней бабки. На чистовую обработку следует оставлять припуск 3...4 мм (по диаметру).
При чистовом обтачивании
(см. рис.) косую стамеску устанавливают на ребро тупым углом вниз. Стружку срезают средней и нижней частью лезвия.
Токарную стамеску держат при точении двумя руками: одной за рукоятку, другой за стержень. За стержень стамеску обхватывают сверху или снизу. Для чернового обтачивания чаще применяется первый способ, как наиболее надежный. Нажим на стамеску должен быть равномерным и плавным.
Для вытачивания внутренних выемок изделий с использованием патрона или планшайбы (различные ёмкости, шкатулки, солонки и т.д.) – сначала высверливают сверлом отверстие по центру заготовки. Затем стамеской с полукруглым концом выбирают лишнюю древесину. Напоследок, для выравнивания стенок, используют стамеску с изогнутым концом(см. рис. слева).
Для точения изделий с помощью планшайбы сначала делают заготовку в виде квадрата. На этой заготовке проводят диагонали и чертят окружность чуть больше, чем диаметр предполагаемого изделия. Пилой обрезают лишние углы до получения восьмигранника, который прикручивают к планшайбе шурупами. Планшайбу накручивают на шпиндель и проверяют – не цепляется ли заготовка за подручник. После этого станок включают и восьмигранник обтачивают до нужного диаметра. Потом подручник устанавливают параллельно плоскости заготовки и вытачивают её внутреннюю часть. Передвинув подручник, вытачивают внешнюю сторону изделия.
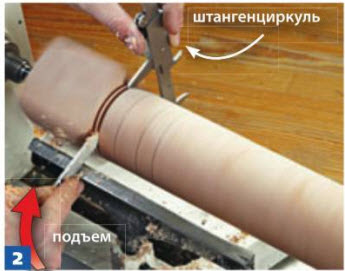
Диаметр изделия проверяют кронциркулем
или штангенциркулем
. Замеры следует сделать в нескольких местах по длине заготовки. Прямолинейность можно проверить линейкой или угольником на просвет.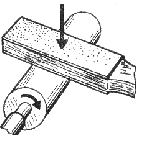
Сразу после обтачивания поверхность детали зачищают шлифовальной шкуркой, прикрепленной к деревянному бруску (см. рис.). Чтобы ярче выделить текстуру древесины, поверхность изделия можно отполировать бруском более твердой древесины. Эту операцию выполняют при вращении детали, так же как и шлифование.
При подрезании торцов детали косую стамеску устанавливают на ребро острым углом вниз и делают неглубокий надрез (см. рис. слева).
Затем, отступив немного вправо или влево (в зависимости от того, какой торец подрезают), наклоняют стамеску и срезают на конус часть заготовки (см. рис. справа). Эту операцию повторяют несколько раз, пока не останется шейка диаметром 8... 10 мм. Затем деталь снимают со станка, отрезают ее концы ножовкой. Торцы зачищают.
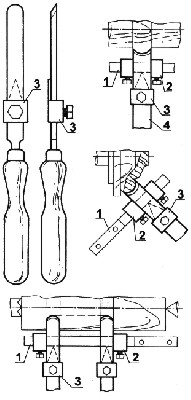
Для изготовления большого количества одинаковых деталей на токарном станке применяют кондукторы (ограничители ) для стамесок или станки с копировальным приспособлением . Кондукторы несложно изготовить самому и легко установить как на токарной стамеске, так и на подручнике(см. рис. слева).
Цифрами обозначены:
1. - упор;
2. – ограничитель продольного перемещения;
3. - ограничитель поперечного перемещения;
4. - токарная стамеска.
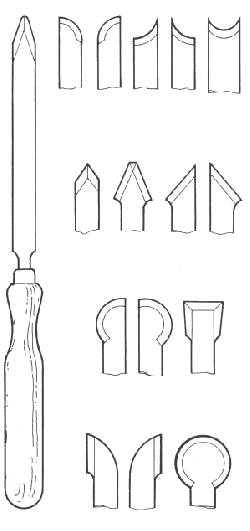
Для получения нужных контуров на изготавливаемых деталях иногда применяют и специфические стамески(см.рис. справа).
Их иногда делают специально для конкретного изделия или нужного контура.
Ниже приведён пример изделия и стамесок, которые используются для его изготовления.
Например, для изготовления деревянного шарика используют стамески, которые изготавливают под конкретный диаметр(см. рис. слева).
Без специальных стамесок этот же шар можно выточить и простыми стамесками, но для точного изготовления необходимо сделать трафарет(шаблон), при помощи которого можно измерить правильность сферической поверхности. 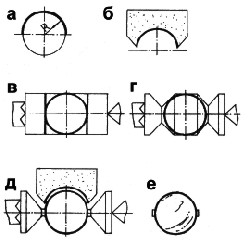
Этапы изготовления трафарета и точения показаны на рисунке справа.
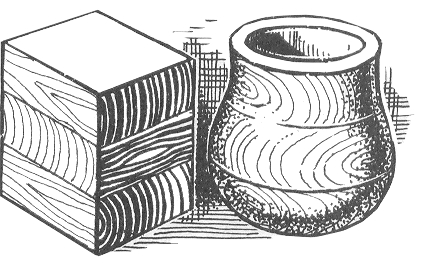
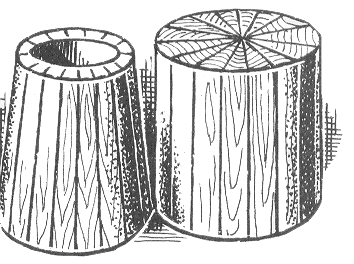
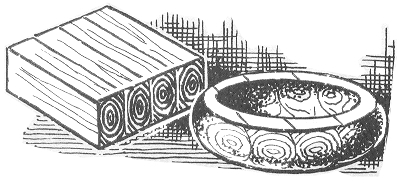
Древесину для точения готовят, не только вырезая бруски или куски досок, но и используют высушенные ветки деревьев, а также склеивая куски брусков или досок(т.е. - из сегментов)(см. рис. ниже).Нередко для точения таких “блочных” изделий применяют древесину разных пород.
Благодаря этому, добиваются весьма необычных по окраске и текстуре изделий.
При работе придерживайтесь таких правил:
Опустите защитный экран (наденьте очки);
Проверьте работу станка на холостом ходу;
Обрабатывая заготовку, плавно подводите резец;
Следите, чтобы зазор между заготовкой и подручником не превышал 5мм;
Выполняя осевое сверление, тщательно закрепите заднюю бабку;
Во время растачивания внутреннего отверстия надежно удерживайте резец в горизонтальной плоскости;
Контроль размеров и качества обработки производите при полностью остановленной заготовке;
При окончательной обработке детали наждачной бумагой закрепляйте ее на специальной державке.
Обо всех неисправностях немедленно сообщать учителю, предварительно выключив станок!
По окончании работы:
Снимите готовую деталь со станка;
Разложите инструменты и приспособление в специально отведенные места;
Произведите уборку рабочего места;
Доложите дежурному об окончании работы.
При работе смотровой экран на станке должен быть опущен.
Если на станке нет такого экрана, работать надо в защитных очках.
Режущий инструмент подводят к заготовке только после того, как шпиндель наберет полное число оборотов.
При включенном станке запрещается подправлять заготовку и измерять ее размеры, перемещать узлы станка.
После выключения станка нельзя тормозить руками заготовку, патрон или планшайбу.
Нельзя оставлять работающий станок без надзора.
По окончании работы следует положить инструменты на установленные места, смести стружку щеткой.
Запрещается:
Включать станок без разрешения учителя;
Работать при отсутствии ограждения ременной передачи;
Использовать неподготовленную заготовку;
Использовать заготовку со сколами, трещинами, влажную или гнилую;
Опираться на части токарного станка;
Класть инструменты и другие предметы на станок;
Останавливать заготовку руками;
Отходить от станка, не выключив его.
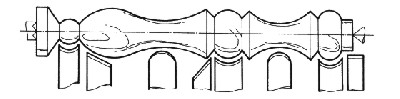
Даже если вы нечасто работаете на токарном станке, эти советы помогут научиться быстро и просто вытачивать любые продолговатые детали, зажатые в центрах.
Прежде чем включить токарный станок
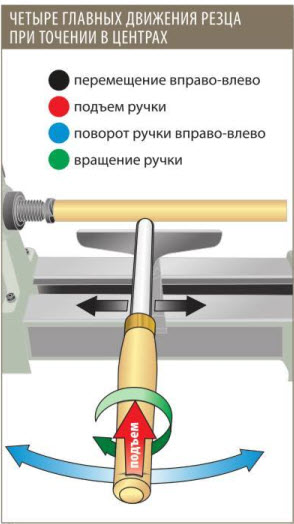
- Какой бы сложной ни казалась выточенная в центрах деталь, любая из них состоит из четырех базовых форм, показанных на рисунке: валиков, прямых участков, полукруглых и треугольных канавок, которые могут чередоваться в различных сочетаниях. Сначала следует освоить точение каждой формы по отдельности, а затем можно начать смешивать их, чтобы получить более сложный профиль.
- Независимо от применяемой разновидности резца используйте для формирования базовых форм одно или несколько главных движений. Поднимайте ручку резца, чтобы сделать проточку глубже или уменьшить диаметр заготовки. Покачивайте инструмент из стороны в сторону при точении полукруглых канавок. Вращайте ручку резца, чтобы найти оптимальный угол резания при точении небольших форм. И передвигайте резец вдоль подручника, обрабатывая детали по длине.
Регулярно практикуясь на обрезках, вы сможете отточить мастерство владения резцом, что поможет сберечь ценные заготовки, и это не менее увлекательно, чем точение окончательной версии проекта.
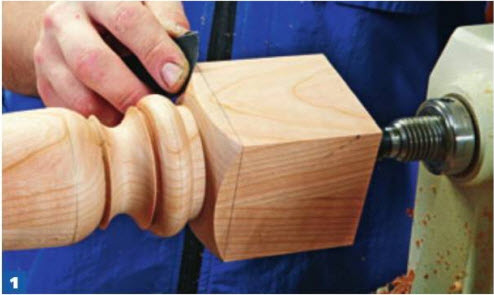
Начинаем с квадратного сечения. Точение переходов
В большинстве случаев заготовки для точения в центрах имеют квадратное сечение. Чтобы придать им цилиндрическую форму, установите их в передний и задний центры токарного станка и обработайте желобчатым резцом-рейером.
Если на готовой детали должен остаться участок квадратного сечения, сначала нужно выточить переход от квадратного к круглому сечению. Обычно переходы делаются закругленными или комбинированными (так называемыми «язычками»). Любой из них можно выточить рейером, но мы предпочитаем делать закругленные переходы косым резцом-мейселем, так как при правильном использовании он позволяет получить более чистую поверхность без сколов и вырывов.
Если начать с вытачивания перехода, то в случае неудачи будет возможность повторить попытку, остановить станок и развернуть заготовку концами на 180°, чтобы сделать переход с другой стороны. А испорченный участок затем будет обточен до круглого сечения. Сначала разметьте верхнюю и нижнюю границы перехода на всех четырех гранях заготовки. Если она имеет толщину около 75 мм, установите частоту вращения 1350 об/мин и сформируйте переход, как показано на фото ниже. Закончив этот этап точения, переходите к обточке остальной части заготовки, чтобы придать ей цилиндрическую форму с помощью рейера.
Направьте кончик резца-мейселя вниз и слегка коснитесь режущей кромкой заготовки, отступив около 12 мм правее нижней метки, и сделайте надрез глубиной 2 мм.

Сделайте несколько углубляющихся резов, с каждым разом передвигая резец ближе к нижней границе перехода.

Дойдя до нижней отметки, начинайте вращать резец по часовой стрелке на 90°.
![]()
Легкими движениями, срезая материал понемногу, сформируйте закругление, начинающееся у верхней метки и заканчивающееся полной окружностью внизу.
Наметьте контрольные диаметры отрезным резцом
Сделайте разметочную планку с упором-крючком на нижнем конце и нанесите метки, указывающие положение всех элементов профиля готовой детали. Перенесите эти метки на заготовку, как показано на нижнем фото. Затем с помощью отрезного резца и штангенциркуля проточите контрольные диаметры.
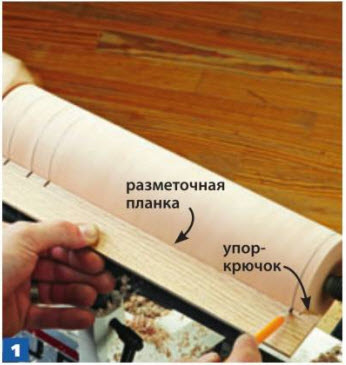
Приложите к вращающейся заготовке разметочную планку, оперев ее на подручник, прижмите упор-крючок к заднему торцу и отметьте на заготовке положение деталей рельефа.
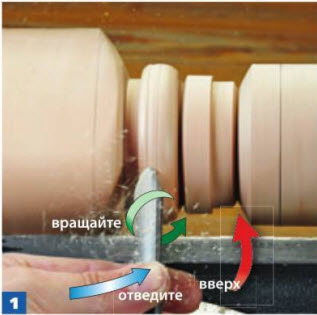
Настройте штангенциркуль на требуемый диаметр, приложите в нужном месте к гладкой части вращающейся заготовки и начинайте проточку контрольного диаметра. Когда губки штангенциркуля охватят заготовку, отведите резец.
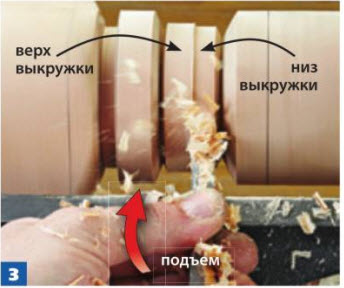
Сделайте отрезным резцом контрольные проточки для всех элементов, например, для верха и низа несимметричной выкружки, которая будет сформирована в дальнейшем.
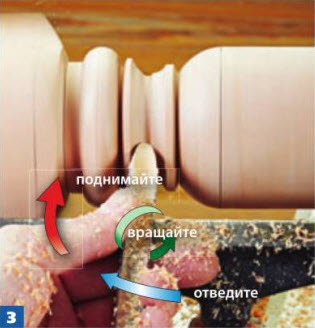
Формирование треугольных канавок резцом-мейселем
Они делаются почти так же, как и закругленные переходы, но в этом случае резец не нужно поворачивать. Так как обе линии профиля сходятся в одной точке, не нужно использовать отрезной резец для проточки контрольного диаметра. Вместо этого поочередно подрезайте косым резцом-мейселем обе стороны треугольной канавки, как показано на фото.
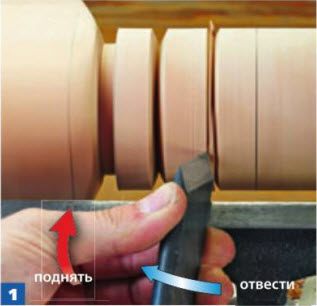
Направив кончик резца вниз, отведите ручку влево, чтобы фаска лезвия совпала с углом канавки. Коснитесь резцом заготовки и поднимите ручку вверх.
Сделайте такой же легкий надрез с другой стороны канавки, отделяя от дна узкую треугольную стружку.
Делая резы попеременно слева и справа, углубите и расширьте канавку, чтобы в ее глубине получился требуемый диаметр.
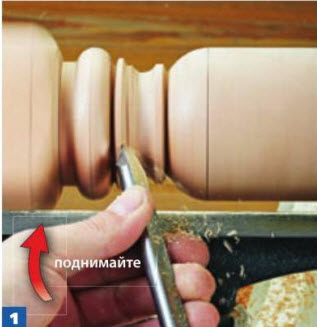
Формирование валиков желобчатым резцом
Желобчатые резцы, имеющие полукруглый кончик и неглубокий желобок, отлично подходят для точения выпуклых форм наподобие валиков. Начните с разметки центральной линии валика (это можно сделать на предыдущем этапе с помощью разметочной планки). Затем постепенно скругляйте поочередно обе стороны, делая резы от центральной линии и начиная их все ближе к ней, как показано на фото Скругления с обеих сторон не должны затронуть центральную линию (карандашная разметка удаляется на этапе окончательной шлифовки). Движения резца слева и справа должны быть зеркально симметричными.
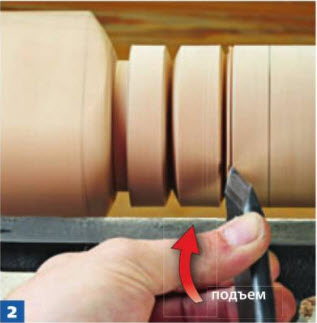
Расположите резец желобком вверх, коснитесь фаской лезвия заготовки и сделайте легкое движение от себя и в сторону от центра валика, одновременно поворачивая резец на четверть оборота.

Снимайте материал понемногу, пока не сформируете плавное закругление от карандашной линии до нижнего диаметра или следующей формы.
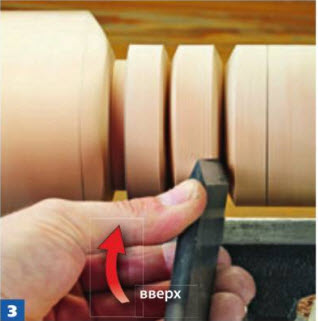
Точение полукруглых канавок подобно формированию валиков
Для точения полукруглых канавок-желобков используйте такую же технику, как и при точении валиков. Поворачивайте резец против часовой стрелки, формируя левую часть канавки, одновременно перемещая ручку инструмента влево. Такие же движения, но в противоположном направлении, делайте при точении правой части канавки.
Начните работу желобчатым резцом, слегка повернув его набок. Коснитесь кончиком резца заготовки и начинайте приподнимать ручку.

Делайте резы в направлении дна канавки, одновременно вращая резец, отводя и поднимая его ручку.
Продолжайте работу до формирования середины канавки. Не увлекайтесь, чтобы не исказить форму и не допустить появления сколов.
Осталось только отшлифовать
Закончив формирование деталей рельефа с помощью резцов, удалите их следы шлифовкой. Начните с наждачной бумаги № 120, а затем последовательно переходите к более мелкозернистой вплоть до № 220, если требуется.

Шлифуйте остальные круглые формы абразивами на тонкой бумажной подложке. Она позволяет обработать углубления и легко рвется в случае зацепа, сохраняя невредимыми пальцы.

Шлифовать круглые детали на работающем токарном станке намного быстрее, чем вручную, но при этом на поверхности остаются поперечные риски (фото 3). Чтобы их удалить, выключите станок и дополнительно отшлифуйте деталь вручную, работая по направлению волокон наждачной бумагой с постепенным уменьшением зернистости (фото 4).
К сложным способам установки заготовок на токарном станке относятся: установка в 4-кулачковом несамоцентрирующем патроне, на планшайбе, угольнике, в люнетах и установка заготовок при обработке эксцентричных деталей. Все они нуждаются либо в особой настройке приспособления, либо в выверке заготовки относительно оси вращения.
§ 1. Обработка в 4-кулачковых патронах
Для закрепления заготовок некруглой формы, отливок и поковок с неровными поверхностями и некоторых других работ применяются 4-кулачковые патроны с независимым перемещением кулач-
Ков (рис. 236). Они состоят из корпуса 2, опор 3, винтов 4 и кулачков 5. Кулачки могут быть использованы в качестве прямых или обратных. Зажим и центрирование заготовок в таких патронах выполняются раздельно. Патрон крепится на резьбовом конце шпинделя при помощи переходного фланца 1. Для станков с фланцевой конструкцией шпинделя посадочное отверстие выполнено непосредственно в корпусе патрона.
Корпус 4-кулачкового патрона может быть использован в качестве планшайбы для установки и закрепления заготовок с обработанной опорной поверхностью. Для этой цели в нем предусмотрены сквозные продолговатые пазы для установки крепежных болтов. Патроны изготавливаются различных размеров *с наружным диаметром от 160 до 1000 Мм.
Особенность обработки заготовок в таких патронах заключается в необходимости совмещения оси обрабатываемой поверхности с осью патрона (шпинделя). Это осуществляется выверкой заготовок по меловой риске или по разметке,
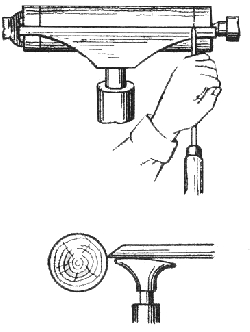
В первом случае (рис. 237, а) к выверяемой поверхности медленно вращающейся заготовки подносят кусочек мела и определяют концентричность ее с осью вращения по виду меловой риски. Чтобы не повредить руки, брусок мела располагают примерно на уровне оси заготовки с небольшим наклоном вниз, а для большей устойчивости правую руку поддерживают левой. Если след риски располагается по всей окружности, что при первой проверке бывает весьма редко, то положение заготовки 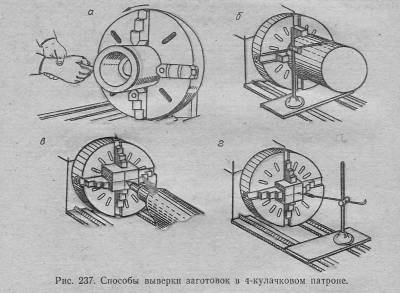
Правильное.
Когда же риска остается лишь на небольшом участке проверяемой поверхности, положение заготовки регулируют сдвигом кулачков, противоположных риске.
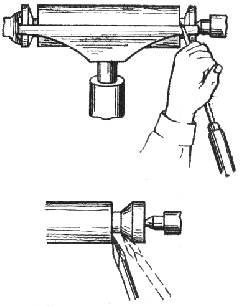
Если заготовка имеет относительно ровную или предварительно обработанную поверхность, то аналогичную выверку выполняют слесарным рейсмасом, как показано на рис. 237, б. Иглу рейсмаса, установленного на специальную плиту или верхнюю плоскость поперечных салазок, подводят к проверяемой поверхности с небольшим зазором и, включив малые обороты шпинделя," определяют его равномерность по окружности. Изменяя положение заготовки в патроне сдвигом соответствующих кулачков, добиваются, чтобы изменение зазора было возможно меньшим. Затем заголовку окончательно закрепляют.
По второму способу выверку производят по разметке на торце заготовки при помощи заднего центра или рейсмаса.
Вершину заднего центра вводят в накерненное углубление точки пересечения центровых линий разметки (рис. 237, в), поджимают заготовку центром к торцу корпуса патрона и закрепляют ее кулачками в таком положении.
При выверке рейсмасом (рис. 237, г) его устанавливают на. плоскость поперечных салазок суппорта или специальную плиту. Иглу рейсмаса, установленную по высоте вершины заднего центра, подводят к центровым линиям торца заготовки и поперечным перемещением выверяют поочередно положение каждой линии. При этом центровая линия при повороте заготовки на 180° должна совмещаться с вершиной иглы рейсмаса на всей длине.
Указанные выверки выполняют только при изготовлении первой детали из партии. Остальные детали правильно ориентируют в 4-кулачковом патроне поджимом к двум соседним кулачкам, которые не перемещают при откреплении заготовок.
§ 2. Обработка на планшайбе и угольнике
Детали произвольной формы типа рычагов или корпусов, которые невозможно правильно установить в.-4-кулачковом патроне, закрепляют на планшайбе. К этому способу установки прибегают также, если требуется выдержать строгую перпендикулярность оси обрабатываемой поверхности к торцу, или основанию детали.
Планшайба 1 (рис. 238) представляет собой чугунный диск со ступицей, усиленный с обратной стороны ребрами жесткости,
Отверстия ступицы выполняются по форме переднего конца шпинделя, на который устанавливается и закрепляется планшайба.
Передний торец планшайбы строго перпендикулярен к ее оси. На нем расположены Т-образные и сквозные пазы для крепежных болтов. Планшайба напоминает корпус 4-кулачкового патрона, который иногда используется для этой же цели.
Заготовка прижимается к торцу планшайбы прихватами и бол--тами, а для исключения смещения во время обработки ее дополнительно поджимают боковыми опорами. Такое крепление показано на рис. 238. Деталь 4 прижата к планшайбе двумя прихватами 2 и болтами 3. Передний конец прихвата опирается на деталь, задний - на подставку 8. Боковыми опорами здесь служат винты 6, которые ввернуты в угольники 5, прикрепленные к планшайбе. 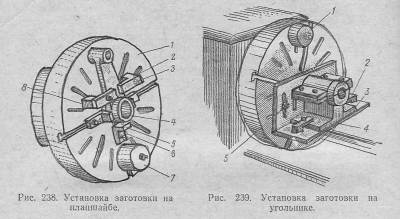
Заготовки, устанавливаемые на планшайбе, должны иметь чисто обработанный опорный (обращенный к планшайбе) торец. При их закреплении необходимо придерживаться следующих правил.
1. Зажимные болты следует располагать возможно ближе к детали для создания более прочного крепления.
2. Затяжку гаек выполнять в диагональном порядке вначале слабо, затем окончательно.
3. Прихваты устанавливать по возможности в местах детали, которые имеют опору на планшайбе.
4. Если третье правило выдержать невозможно, затяжку гаек производить не слишком сильно во избежание прогиба детали.
5. Опорные подставки подбирать такой высоты, чтобы прихваты 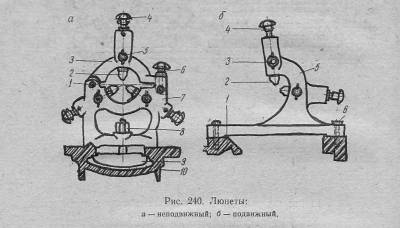
располагались параллельно рабочей плоскости планшайбы.
Первая заготовка из партии выверяется на планшайбе теми же способами, что и в 4-кулачковом патроне. При немного отжатых гайках ее можно сдвинуть в любую сторону легкими ударами молотка. Остальные заготовки правильно ориентируются боковыми опорами.
Если центр тяжести заготовки смещен с оси вращения, применяют уравновешивание противовесом 7 (рис. 238). Балансировку выполняют в таком порядке. Противовес сначала закрепляют на планшайбе на каком-либо расстоянии от ее оси, противоположно центру тяжести заготовки. Затем, отключив шпиндель от механизма коробки скоростей, вручную проворачивают планшайбу. Если последняя останавливается, в разных положениях, то балансировка правильна. В противном случае противовес смещают в нужную сторону от оси вращения и снова повторяют балансировку.
Детали с параллельным или угловым расположением оси обрабатываемой поверхности к основанию устанавливаются на угольнике 4 (рис. 239), который прикрепляется к планшайбе болтами и гайками 5. Деталь 3 (в данном случае корпус подшипника) в свою очередь закрепляется на горизонтальной полке угольника прихватами 2 и уравновешивается противовесом 1.
Выверка первой заготовки из партии совместно с угольником осуществляется одним из выше рассмотренных способов по меловой риске или по разметке.
Для указанных работ может быть также использован. 4-кулач-ковый патрон, Один из кулачков которого заменяют угольником.
§ 3. Обработка в люнетах
Люнетами называются дополнительные опорные приспособления, используемые при обработке нежестких валов.
Нежесткими обычно считают валы, длина которых превышает 12-15 диаметров. Такие детали под действием усилия резания и" собственного веса прогибаются, вибрируют, что вызывает выкрашивание резца, ухудшает качество обработки и вынуждает снижать режим резания. Кроме того, прогиб детали может оказаться причиной несчастного случая в результате вырыва ее из центров. Поэтому для обеспечения безопасности и повышения производительности работы длинные валы поддерживают люнетами.
Токарные станки оснащаются люнетами общего назначения двух типов - неподвижными и подвижными.
Неподвижный люнет (рис. 240, а) состоит из основания 7, откидной крышки 3 и трех кулачков 2 с независимым перемещением. Люнет устанавливается на средние направляющие станины 10 и закрепляется скобой 9, которая поджимается к уступам направляющих болтом и гайкой 8. Кулачки могут радиально перемещаться винтами посредством вращения рукояток 4 и закрепляться в необходимом положении зажимами 5. Крышка 3, соединенная с основанием осью 1, при освобождении зажима 6 может отбрасываться для установки детали в люнет. Наконечники кулачков сменные. Они 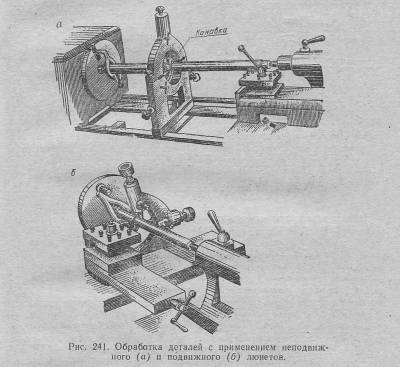
изготавливаются из чугуна или бронзы. Для работы с большой скоростью резания вместо них устанавливают подшипники качения.
Подвижный люнет (рис. 240, б) состоит из корпуса 5, верхняя часть которого отогнута вправо, и двух регулируемых кулачков 2 с независимым перемещением. Последние можно переместить и закрепить в требуемом положении рукоятками 4 и 3. Люнет устанавливается и закрепляется винтами 6 на левой стороне каретки 1 суппорта.
Рассмотрим обработку деталей посредством люнетов (рис. 241).
Перед установкой заготовки в неподвижный люнет на ней (примерно посередине) вытачивают неглубокую канавку немного 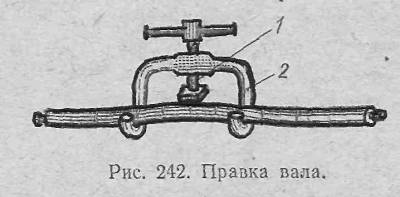
шире кулачков люнета, чтобы устранить биение этого участка поверхности. Во избежание прогиба заготовки канавку вытачивают проходным упорным резцом с отрицательным углом наклона главной режущей кромки. Глубина резания и подача при этом должны быть небольшими.
Очень длинный вал может прогнуться даже при осторожном вытачивании канавки. В таком случае канавку вытачивают сначала немного ближе к передней бабке, устанавливают в этом месте люнет, а затем выполняют вторую канавку посередине детали.
После этого люнет устанавливают и закрепляют на станине так, чтобы он расположился против канавки вала. Кулачки его равномерно, без сильного поджима подводят к поверхности канавки и закрепляют. Выполняя эти действия, следует учитывать возможность прогиба детали в случае неравномерного поджима кулачков. Чтобы избежать этого, кулачки люнета можно сначала установить по короткой шейке, которую протачивают на конце вала у заднего центра. Диаметр такой дополнительной шейки выполняют по диаметру канавки под кулачки люнета.
При изготовлении партии деталей кулачки люнета удобно установить один раз, перед работой, по короткой жесткой оправке.
После закрепления заготовки на станке вначале обтачивают одну половину вала (до люнета), а затем, после переустановки, оставшуюся часть. Люнет вторично, устанавливают по обработанной поверхности вала. Для уменьшения трения канавку под кулачки люнета смазывают маслом.
Неподвижные люнеты также используются для подрезки торца, центрования и обработки отверстия на конце длинного вала, если последний не проходит в отверстие шпинделя. В этом случае вал 
закрепляют одним концом в патроне, а вторым - устанавливается в кулачки люнета.
Подвижный люнет применяют при обработке длинных цилиндрических поверхностей. Кулачки его располагают правее резца на расстоянии 10-15 мм. Требуемое смещение резца выполняют верхними салазками суппорта.
Кулачки подвижного люнета устанавливаются по обработанной поверхности первой детали из партии. Для этого сначала на ее конце обтачивают небольшой участок длиной 20-25 мм до необходимого диаметра, к которому вплотную подводят кулачки люнета. Если работа ведется без охлаждения, надо периодически полизать маслом обработанную поверхность перед кулачками люнета.
Нежесткие длинные валы даже при обработке в люнетах получаются с прогибом. Поэтому перед чистовым обтачиванием их правят. Правка выполняется правильной скобой (рис. 242) следующим образом. К поверхности вращающегося в центрах вала в различных местах по длине подносят кусочек мела, при этом на ней остаются меловые следы, которые показывают место прогиба. Если все следы оказались с одной стороны вала, то прогиб односторонний.
Место наибольшего прогиба определяют по величине дуги мелового следа. Там, где прогиб наибольший, длина дуги наименьшая. В этом месте и устанавливают винт 1 правильной скобы 2, как показано на рис. 242. Так как во время правки вал немного удлиняется, задний центр следует перед этим 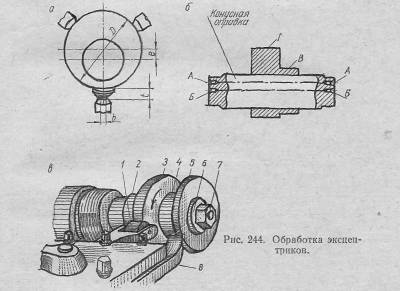
слегка ослабить.
Часто вал имеет сложный прогиб в разные стороны. В таком случае по меловым следам находят преобладающее направление прогиба. Сначала правят участки, где направление прогиба противоположно преобладающему, чтобы получить общий односторонний прогиб. Затем выправляют вал, как было указано выше.
§ 4. Обработка эксцентриковых деталей
К таким деталям относятся эксцентрики, эксцентриковые и коленчатые валы (рис. 243). Они характеризуются наличием поверхностей с параллельно смещенными осями. Величина смещения, осей называется эксцентриситетом.
Обработка эксцентриковых деталей на токарных станках может осуществляться: 1) в. 3-кулачковом патроне; 2) на оправке; 3) в 4-кулачковом патроне или на планшайбе; 4) по копиру; 5) в смещенных центрах; 6). при помощи центросместителей.
Обработка эксцентриков. Эксцентрики небольшой длины могут быть обработаны одним из первых четырех способов.
В 3-кулачковом патроне ось обрабатываемой эксцентриковой поверхности совмещается с осью вращения установкой подкладки под один из кулачков патрона (рис. 244, а). Толщину ее с достаточной для практики точностью можно определить по формуле
Для уменьшения погрешности установки подкладку рекомендуется вырезать из кольца, отверстие которого выполняется по диаметру обрабатываемой детали. На выпуклой стороне подкладки срезают углы так, чтобы опорная площадка b была меньше ширины рабочей поверхности кулачка.
Если заготовка эксцентрика имеет ранее выполненное отверстие, ее обрабатывают с установкой на оправке (рис. 244, б). На торцах последней расположены две пары центровых отверстий, смещенных на величину эксцентриситета. Обработка ведется за две установки в центрах. В первой установке относительно отверстий А-А обтачивают поверхность Г, во второй 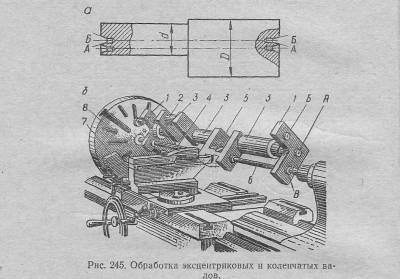
Относительно отверстий Б-Б обтачивают поверхность В.
Смещенную поверхность эксцентрика можно также обработать с установкой в 4-кулачковом патроне или на планшайбе. В этом случае на торце заготовки разметкой находят положение обрабатываемой поверхности, а затем ось ее совмещают с осью шпинделя одним из способов, описанных по рис. 237, виг.
При обтачивании эксцентрика по копиру (рис. 244, в) на оправку 2 устанавливается копир 3, промежуточная втулка 4, заготовка 5, шайба 6, закрепляемые гайкой 7. Оправка коническим хвостовиком устанавливается в отверстие шпинделя и затягивается длинным винтом или поджимается задним центром. В резцедержателе закрепляются широкий ролик 1 и резец 8. Ролик плотно прижимается к копиру пружиной, установленной в суппорте вместо винта поперечной подачи. При включении продольного перемещения суппорта резец будет обтачивать деталь по профилю копира.
Обработка эксцентриковых и коленчатых валов. Поверхности таких валов обрабатывают в смещенных центрах, если они размещаются на торцах- детали, или при помощи центросместителей.
Первый способ изображен на рис. 245, а. Для этого заготовку вначале обтачивают в нормальных центрах А-А до диаметра D. Вторую пару центровых отверстий Б-Б размечают и накернивают на торцах заготовки, после чего сверлят. У небольших заготовок это можно выполнить ручным способом центрования на токарном станке. В этом случае центровочное сверло устанавливается в шпиндель станка при помощи сверлильного патрона, а заготовку, зажатую в левой руке, опирают накерненным углублением на задний центр и подают вперед к сверлу перемещением пиноли задней бабки.
У заготовок крупных размеров смещенные центровые отверстия выполняют на центровочных станках либо посредством специально, го приспособления - кондуктора на сверлильных станках.
Если эксцентриситет большой и не позволяет разместить смещенные центровые отверстия на торце детали, их выполняют в съемных центросместителях, которые закрепляют на предварительно обточенные концевые шейки вала. При этом смещенная пара центровых отверстий должна располагаться строго в одной диаметральной плоскости. Пример такого способа обработки коленчатого вала показан на рис. 245, б. Коренные шейки 3 обтачиваются при установке заготовки по центровым отверстиям А-А центросместителей 7, шатунные шейки 2 и 5-соответственно в смещенных центровых отверстиях Б-Б и В-В.
Балансировку неуравновешенных частей осуществляют противовесом 7, который закрепляют на поводковой планшайбе 8, а жесткость вала повышают распорными стержнями 4 и 6.
Установка заготовки
К атегория:
Токарное дело
Установка заготовки
Установка в патроне. Патрон, в котором крепят заготовку, закрепляют на шпинделе с помощью фланца или резьбовой втулки. Перед установкой патрона протирают посадочные конусные отверстия шпинделя ветошью, намотанной на медный стержень. Протерев посадочный конус, вставляют в отверстие шпинделя оправку, а в патрон зажимают направляющую втулку. Для крепления натрона необходимо совместить отверстие кольца с четырьмя отверстиями шпинделя, надеть патрон на оправку, двигая его по стрелке до плотного прилегания к посадочному отверстию.
Четыре шпильки планшайбы, прошедшие через четыре отверстия шпинделя, закрепить. Поддерживая патрон правой рукой, левой рукой повернуть кольцо против часовой стрелки так, чтобы проточки шпилек вошли в прорези отверстий во фланце, и в перекрестном порядке завернуть гайки. Оправку убрать из отверстия шпинделя.
Перед установкой патрона с резьбовым креплением на шпиндель необходимо на шпинделе протереть резьбу. Затем вставить в отверстие шпинделя оправку, а в патроне зажать направляющую втулку. При установке патрона диаметром более 320 мм надо взять его двумя руками, поставить на деревянную подставку, надеть на оправку и, перемещая по оправке к шпинделю, навернуть на шпиндель. Затем вставить ключ в гнездо патрона и повернуть его резким движением от себя до отказа. После установки патрона на шпиндель снять оправку и втулку.
Перед установкой заготовки в патроне развести кулачки патрона ключом, вращая его против часовой стрелки, на размер, несколько больший даиметра заготовки. Вставить правой рукой заготовку в патрон, левой рукой, вращая ключ по часовой стрелке, зажать заготовку кулачками патрона. Включить шпиндель и проверить правильность „установки заготовки. При соприкосновении мела с торцом и цилиндрической поверхностью вращающейся заготовки на ней должны образовываться сплошные линии. Если линии получаются прерывистые, то легкими ударами киянки заготовку центрируют. Если сплошная меловая линия не получается.
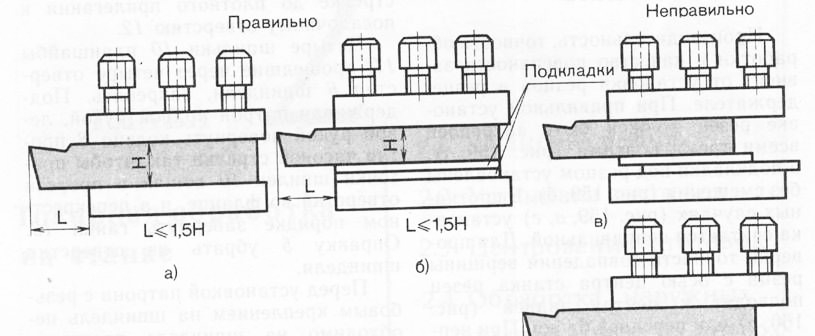
Рис. 159. Крепление резцов в резцедержателе
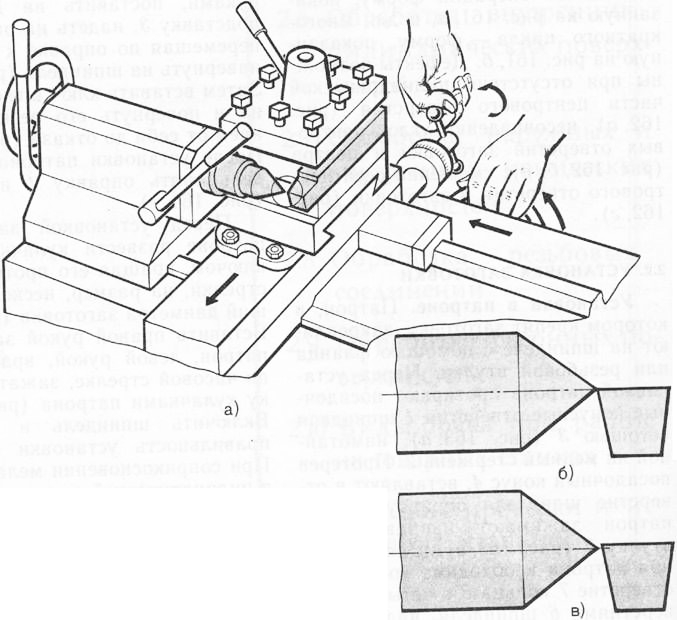
Рис. 160. Схема проверни совпадения вершины резца с осью центра станка
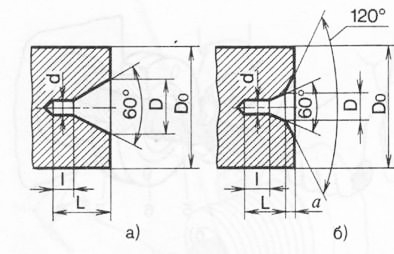
Рис. 161. Центровые отверстия
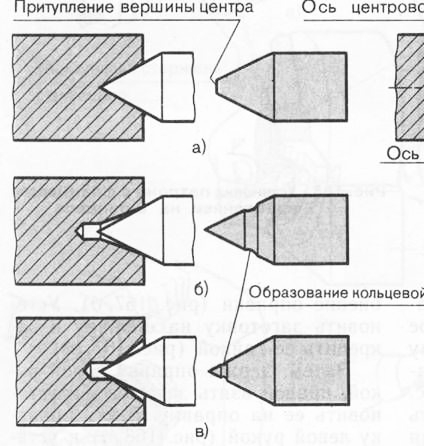
Рис. 162. Дефекты при центровании заготовок
Установка заготовки в центрах.
Перед установкой центров и поводкового патрона на станке необходимо ветошью протереть конические отверстия в шпинделе и пиноли задней бабки, хомутик, поводковый патрон и центры (рис. 166, а). Вставить в отверстие шпинделя центр (рис. 166,6), включить шпиндель и проверить биение центра индикатором (рис. 166, в). Если центр имеет биение, то его следует переустановить или проточить, повернув верхний суппорт под углом 60° (рис. 166, г). Для установки центра в пиноль задней бабки пи-ноль надо выдвинуть на 60-80 мм (рис. 166,(5) и левой рукой вставить центр в отверстие пиноли.
Для проверки правильности установки центра правой рукой, повернув ручку крепления задней бабки на себя, переместить ее. к передней бабке; линейкой проверить совпадение центров (рис. 166, е). Если центры не совпадают, сместить корпус задней бабки до совмещения (рис. 166, ж) и отвести заднюю бабку в исходное положение. Закрепить поводковый патрон на шпинделе аналогично креплению трехкулачкового патрона. Взять заготовку в левую руку, правой рукой установить на ней хомутик и закрепить его ключом (рис. 166, з). При работе с невраща-ющимся центром смазать центровое отверстие, обращенное к заднему центру. Установить левой рукой заготовку в передний центр (рис. 166, и), а правой рукой переместить заднюю бабку до соприкосновения заднего центра с центровым отверстием заготовки. Затем закрепить заднюю бабку рычагом. Вращая правой рукой маховик задней бабки, левой рукой слегка повернуть заготовку. Закрепить пиноль в том положении, при котором заготовка свободно поворачивается в центрах, но не имеет продольного перемещения (рис. 166, к).
Установка заготовки в оправках. Оправки на токарном станке устанавливают в шпиндель или в центры. Перед установкой необходимо ветошью протереть отверстия шпинделя и оправки (рис. 167, а). Правой рукой взять оправку и вставить ее в отверстие шпинделя. Установить на станине индикатор и проверить биение оправки (рис. 167,6). Установить заготовку на оправку и закрепить ее гайкой (рис. 167,в).
Затем, держа оправку левой рукой, правой взять заготовку и установить ее на оправку. Взять оправку левой рукой (рис. 168, а) и установить ее в передний центр. Правой рукой совместить центры оправки и задней бабки. Закрепить заднюю бабку правой рукой, поворачивая рукоятку от себя (рис. 168,6). Поворачивая левой рукой оправку, правой переместить пиноль до устранения зазора между центрами (рис. 168, в). После этого закрепить пиноль задней бабки (рис. 168, г).
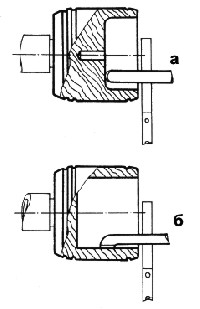
Установка заготовки в четырех-кулачковом патроне. Несимметричные заготовки часто закрепляют в четырехкулачковом патроне. Перед установкой патрона на станок необходимо протереть резьбу и отверстия шпинделя и патрона ветошью (рис. 169, а). Вставляя ключ в гнездо патрона (рис. 169,6), развести кулачки 1-4 на размер заготовки. Взять заготовку правой рукой, вставить ее в патрон и несильно закрепить. Установить на станине стойку с индикатором или рейсмус (рис. 169, в). Заготовку центрируют, поочередно ослабляя один кулачок и подтягивая противоположный (рис. 169, г). После центрирования заготовки в одном сечении переходят к центрированию заготовки, закрепленной другой парой кулачков. После достижения требуемой точности установки кулачки поочередно повторно зажимают. При обработке однотипных заготовок (рис. 169, 6) после обработки одной заготовки ее разжимают, поворачивая кулачки 1 и 2 на величину зазора а1 и а2. Следующую заготовку зажимают теми же кулачками, не трогая два других кулачка 3 и 4. При креплении заготовки больших размеров кулачки из патрона вынимают и устанавливают внутренней стороной (рис. 169, е).
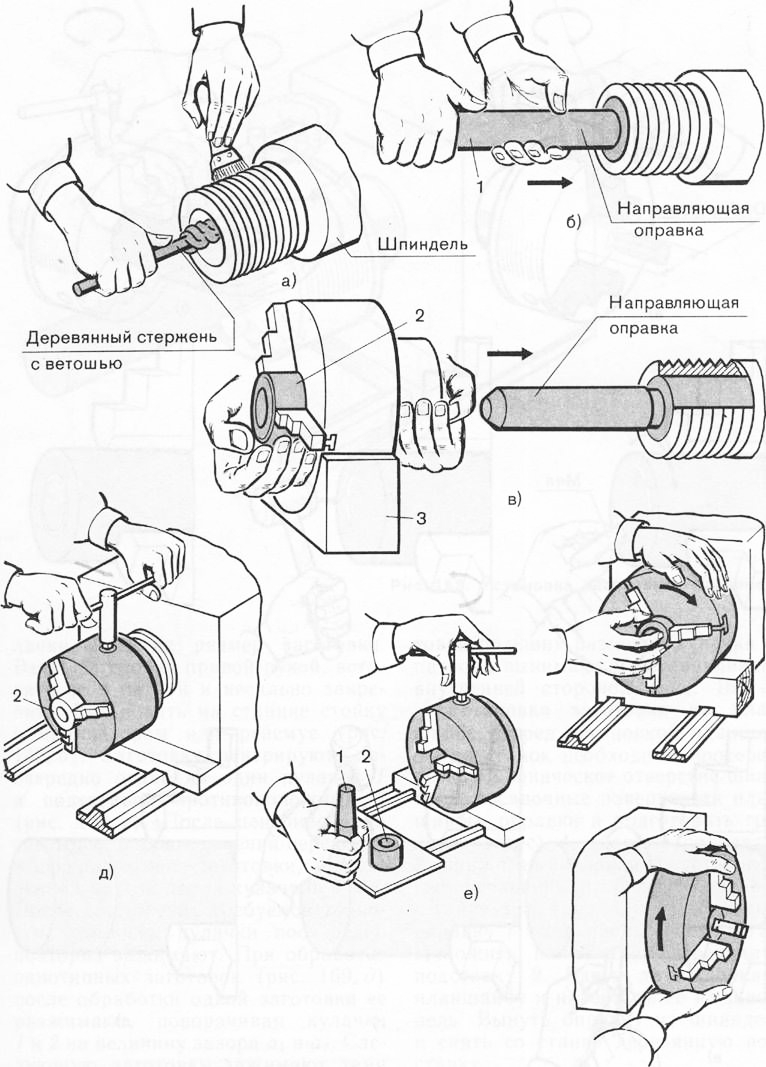
Рис.164. Установка патрона с резьбовым креплением на шпинделе
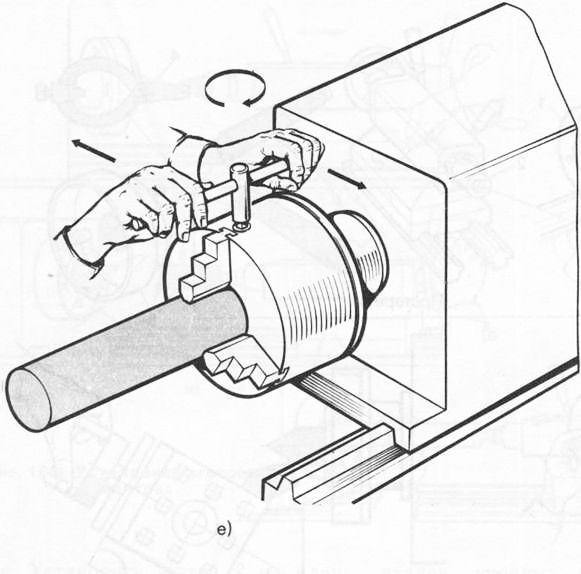
Рис.165. Установка заготовни в патроне
Установка заготовки на планшайбе. Перед установкой планшайбы на станок необходимо протереть резьбу и коническое отверстие шпинделя, посадочные поверхности планшайбы, оправки и подготовить груз (противовес), опорные подкладки, прижимные планки, установочные угольники, болты, шайбы с гайками (рис. 170, а). Вставить оправку в шпиндель (рис. 170,6). Положить на станину деревянную подставку. Взять двумя руками планшайбу и навернуть ее на шпиндель. Вынуть оправку из шпинделя и снять со станка деревянную подставку.
На рис. 170, в показана установка шатуна на планшайбе и его крепление. Установить шатун на планшайбе, зажав его двумя прижимными планками с подкладками. Установить и закрепить три кулачка с регулировочными болтами. Установить противовес. Проверить индикатором правильность установки. Иногда приходится обрабатывать заготовки, форма которых не позволяет установить их на планшайбе. В этих случаях используют угольник. На рис. 170,г показана установка патрубка на угольнике. На планшайбе угольник закрепляют болтами, установленными в прорезях планшайбы. Патрубок устанавливают на угольнике и закрепляют прижимными планками и болтами. Для устранения дисбаланса планшайбы устанавливают груз. Правильность установки проверяют индикатором или рейсмусом (рис. 170, д).
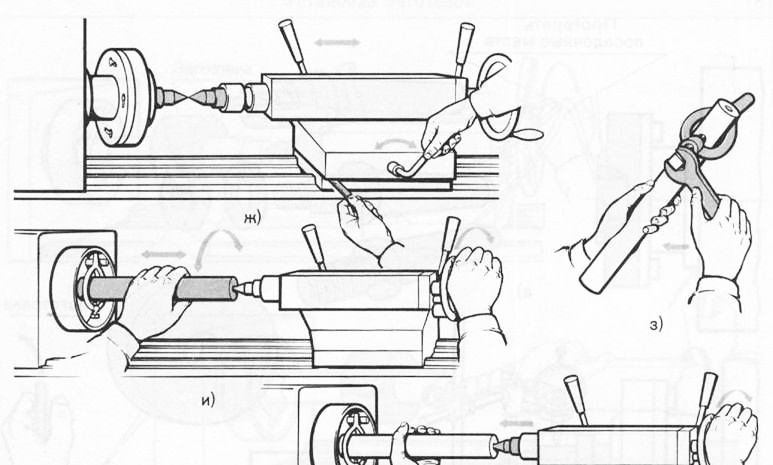
Рис.166. Установив заготовон в центрах
На рис. 170, е-о показаны способы крепления сборных несимметричных деталей на планшайбе с применением угольника, прижимных планок, упорных стоек и болтов. На рис. 170, е-к показана последовательность установки, крепления и контроля корпуса подшипника: закрепить угольник на планшайбе (рис. 170, е), предварительно закрепив корпус подшипника прижимными планками (рис. 170, яе), проверить рейсмусом правильность установки (рис. 170,з), проверить правильность установки детали (рис. 170, и), окончательно закрепить деталь на угольнике (рис. 170, к).
На рис. 170, л-о показана последовательная установка и крепление на планшайбе детали типа плиты с уступами. Закрепить плиту на планшайбе с помощью прижимных планок, упорных стоек и болтов (рис. 170, л), проверить правильность установки плиты по отверстию (рис. 170, л) и точность установки детали (рис. 170, н), окончательно закрепить плиту на планшайбе (рис. 170, о).
Установка заготовки в люнете. Перед установкой заготовки в люнет необходимо проточить шейку под кулачки люнета (рис. 171, а). Протереть ветошью посадочные места люнета (рис. 171, б). Кулачки 1 винтами 2 развести на размер, равный диаметру проточенной шейки заготовки и откинуть крышку. Установить корпус люнета (рис. 171, в) на станину против шейки А заготовки и закрепить люнет планкой и гайкой.
При обтачивании длинных заготовок применяют подвижные люнеты, имеющие только два кулачка (рис. 171,d). В этом случае люнет устанавливают и закрепляют на поперечном суппорте станка. Установка подвижного люнета и обработка вала с помощью люнета показана на рис. 171, г. Обработку длинных тонких деталей иногда производят с использованием люнетных втулок, установленных в кронштейнах и закрепляемых в резцедержателе. При обработке нежестких длинных заготовок перед проходным резцом устанавливают планку с втулкой, закрепленной в резцедержателе (рис. 172).
Крепление эксцентриковых заготовок. Заготовку устанавливают в самоцентрирующем патроне (рис. 173), закрепленном на поворотном диске, по окружности которого нанесено 360 делений. Установка требуемого эксцентриситета осуществляется винтом по нониусу линейки. Точность эксцентриситета настраивают лимбом. Зазор между направляющими и фланцем устанавливают клином. В рабочем положении фланец крепят винтом. При обработке нескольких эксцентрических поверхностей, равноудаленных от центра заготовки, используют поворотный диск.
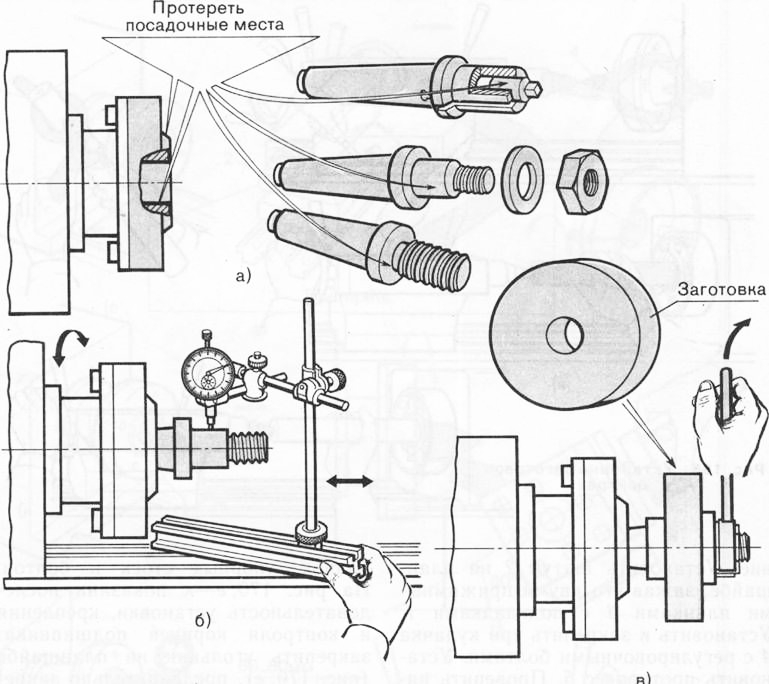
Рис. 167. Установна заготовон в оправках
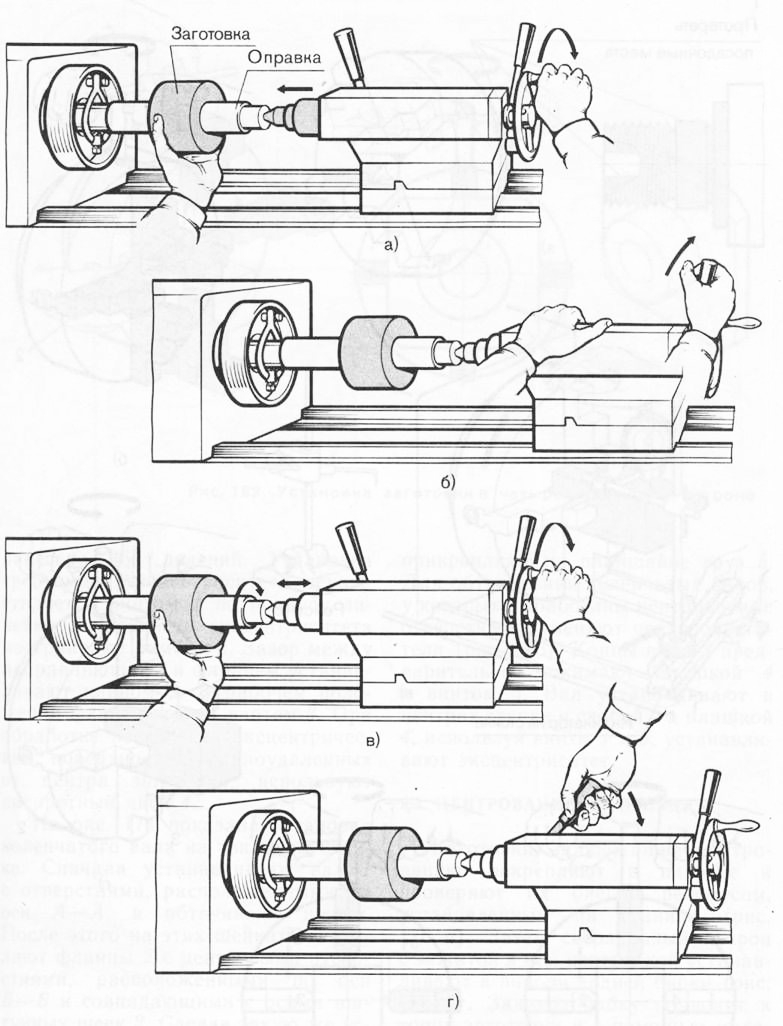
Рис. 168. Установивоправнисзаготовнойв центрах
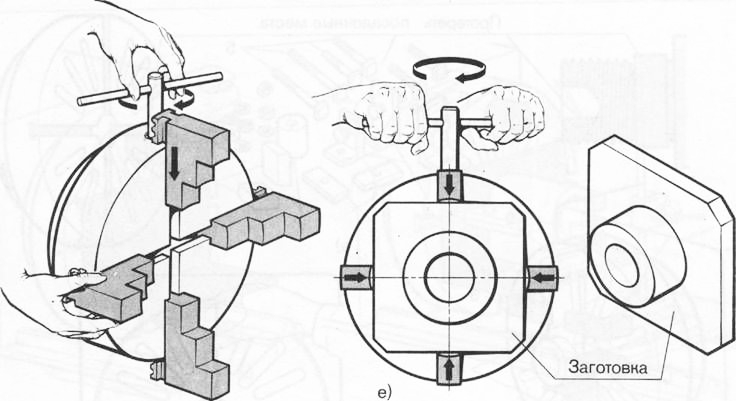
Рис. 169. Установка заготовнив четырехнупачновом патроне
На рис. 174 показана установка коленчатого вала на токарном станке. Сначала устанавливают вал с отверстиями, расположенными на оси А-А, и обтачивают шейки. После этого на этих шейках закрепляют фланцы с центровыми отверстиями, расположенными по оси Б-Б и совпадающими с осями шатунных шеек. Сделав такую же установку по оси В-В, обтачивают вторую шейку. Для устранения прогиба вала применяют распорные стержни. Для уравновешивания вала при обтачивании шатунных шеек прикрепляют на планшайбе груз. Для обтачивания коленчатых валов, у которых выработаны центровочные отверстия, применяют центросместители. Концы вала предварительно зажимают плашкой и винтом. Вал устанавливают в центрах станка и скобой и плашкой, используя винты, устанавливают эксцентриситет.
 Шашлык в соевом соусе рецепт из свинины Замочить шашлык из свинины в соевом соусе
Шашлык в соевом соусе рецепт из свинины Замочить шашлык из свинины в соевом соусе Празднование собору казанских святых
Празднование собору казанских святых Петух-Скорпион женщина: характеристика, сильные и слабые стороны
Петух-Скорпион женщина: характеристика, сильные и слабые стороны